
Casting Applications
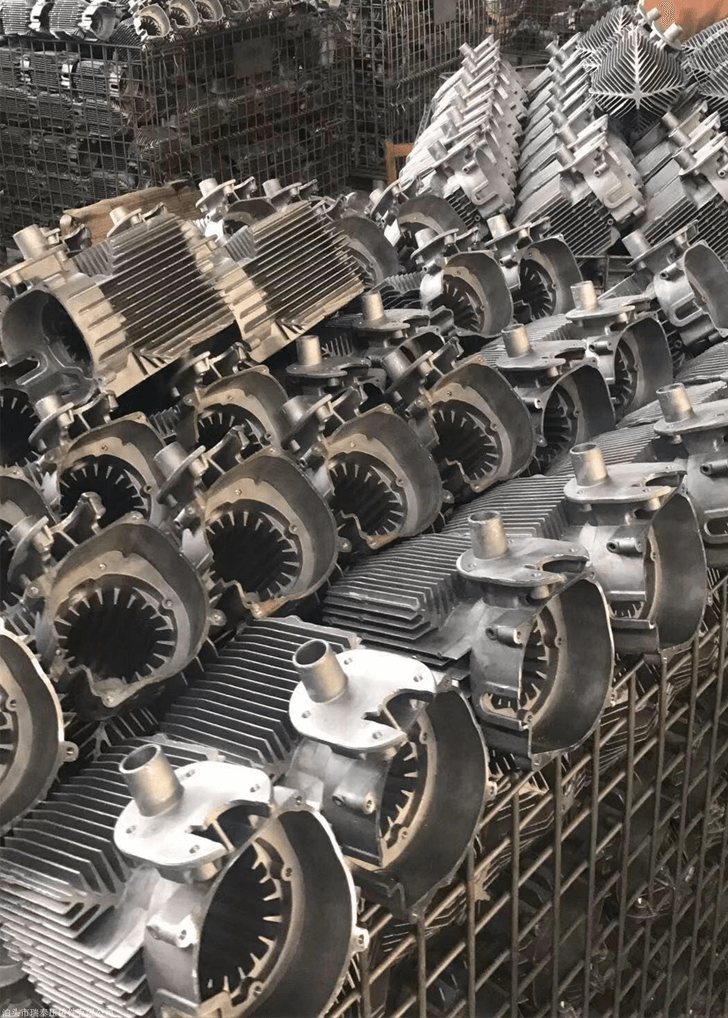
The die casting process is another example of permanent mold casting that was developed in the early 20th century. Typical parts made by this process include motor housings, engine blocks, etc. Most castings weigh between 100 grams and about 25 kilograms. The process is now semi-automated or fully automated. Die casting is very economical for large-scale production.
During this process, molten metal is forced into the mold cavity at pressures ranging from 0.7 to 700MPa. There are two basic types of die casting machines: hot chamber die casting machines and cold chamber die casting machines.
DEDICATED TO INNOVATION
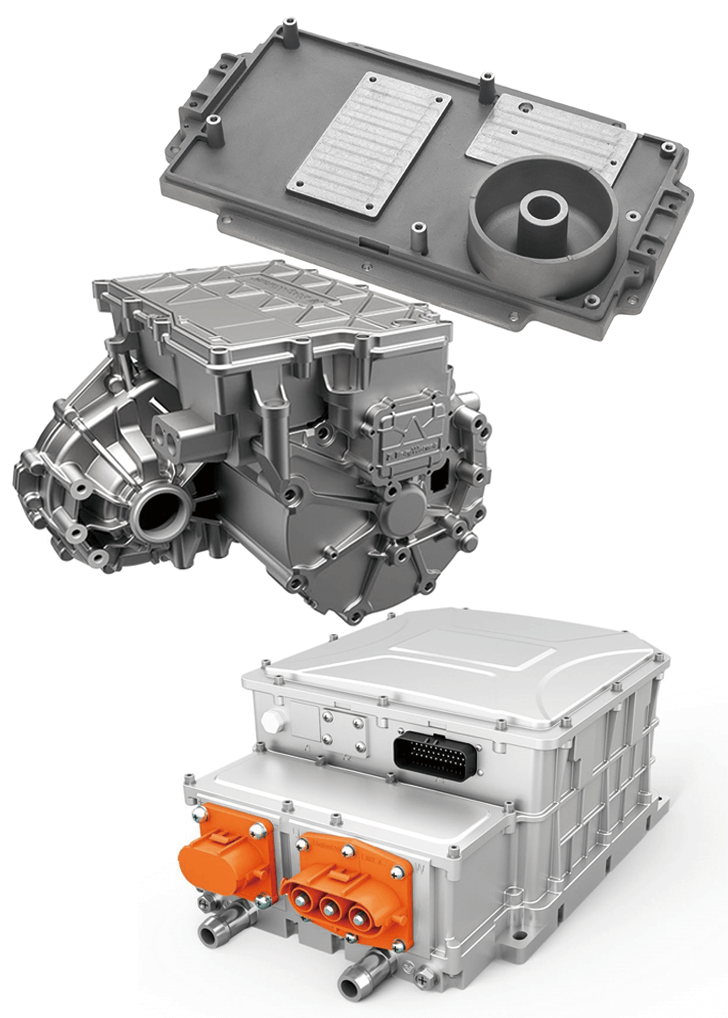
We started high pressure die casting in 2015. Currently, we have 20 die casting machines with weights ranging from 125 tons to 5000 tons. Our products cover automotive parts, medical device parts, electrical housings/casings, optoelectronic parts, radiators, hardware tool parts, etc., with weights ranging from 100G to 50KG. Our output can reach 5 tons per day.
The Advantages Of High Pressure Die Casting Process
High efficiency — High efficiency is what an aluminum casting company is always pursuing, unfortunately it’s time-consuming to manufacture a die. But once the die has been done, it will be efficient to produce thousands or even millions of identical parts with little machining work, as die casting process has achieved full automation in mass production.
High quality — Parts produced by die casting process are with some excellent characteristics as tight tolerance, smooth surface, good mechanical properties.
Economical —It’s possible to produce thousands to millions of castings with only one die, while it’s unimaginable with sand casting or gravity die casting. That makes the cost of die casting parts are lower relatively.
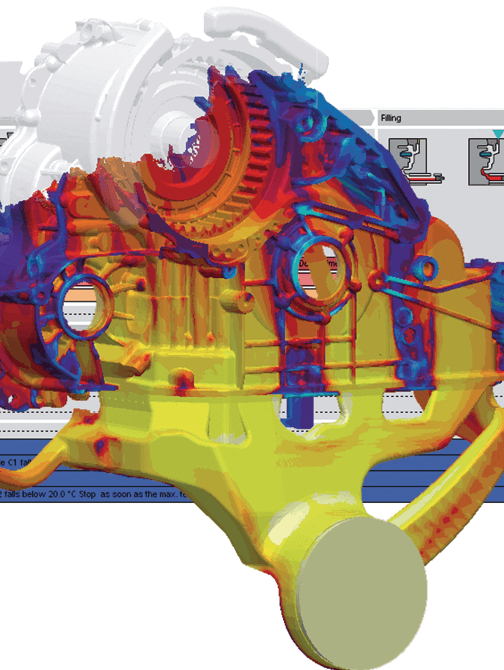
This process can be simulated—With the assistance of simulation software, the possible die casting defects will be intuitively presented to die designers. This will help designers to optimize the die designing and thus save time and money.
Hot Chamber Die Casting
The hot chamber process involves the use of a piston which captures a volume of molten metal and forces it into the die cavity through a gooseneck and nozzle. Pressures range up to 35MPa and average about 15MPa. The metal is held under pressure until it solidifies in the die. To extend die life and help cool the metal quickly (thus reducing cycle time), the die is typically cooled by circulating water or oil through various channels in the die block. Low melting point alloys such as zinc, magnesium, tin, and lead are commonly cast using this process. Cycle times for zinc are typically 200 to 300 shots per hour (individual shots), although very small parts such as zipper teeth can be cast at rates of up to 18,000 shots per hour.
Cold Chamber Die Casting
In the cold chamber process, molten metal is poured into an injection cylinder (shot chamber). The chamber is not heated, hence the name cold chamber. The metal is pressed into the die cavity, typically at pressures of 20 to 70 MPa, but up to 150 MPa.
The machine can be horizontal or vertical, in which case the shot peening chamber is vertical. High melting point alloys of aluminum, magnesium, and copper are commonly cast using this method, but other metals (including ferrous metals) can also be cast. For aluminum and some magnesium alloys, the molten metal temperature starts at about 600 degrees Celsius, and for copper- and iron-based alloys, the molten metal temperature rises substantially.