
Литье под давлением: углубленный анализ принципов работы
Литье под давлением — это эффективный процесс обработки металлов давлением, который широко используется для изготовления деталей сложной формы. В этой статье мы углубимся в принцип работы литьe под давлением, включая его основное определение, детали параметров процесса, анализ принципов механизма, регулирование давления и скорости литья под давлением, а также характеристики обычно используемых сплавов для литья под давлением.
1.Определение Литье под давлением
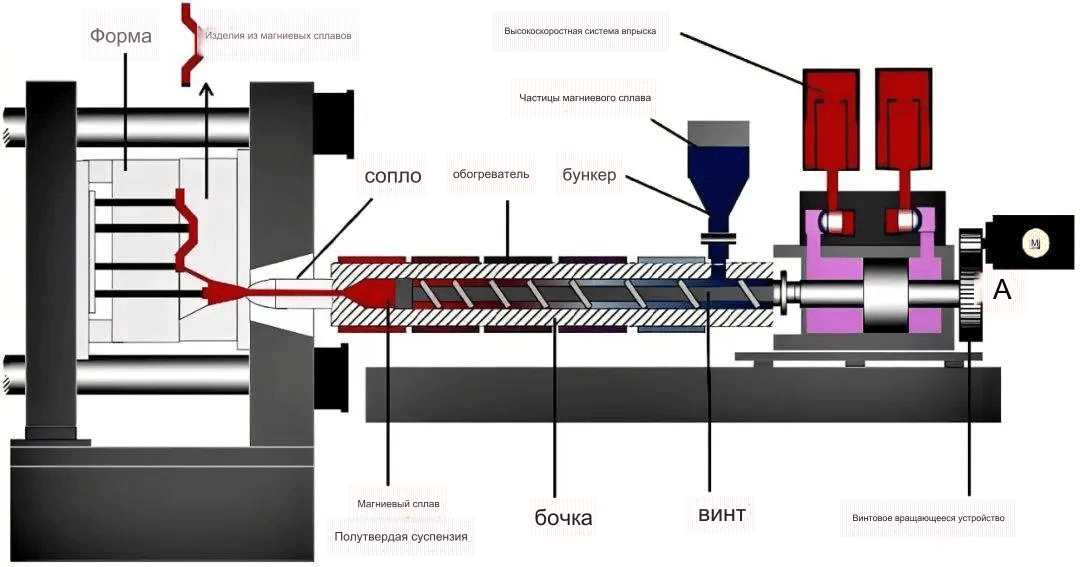
Литье под давлением — это процесс литья, при котором расплавленный металл впрыскивается в головку машины для литья под высоким давлением, а затем расплавленный металл впрыскивается в литейную форму под высоким давлением для формирования металлических отливок при определенных условиях температуры и давления. Основными характеристиками литья под давлением являются: формовочное оборудование имеет высокую степень автоматизации и эффективности производства, а готовая продукция имеет характеристики высокой точности, высокой прочности, высокой усталостной прочности и высокого качества поверхности.
2.Глоссарий параметров процесса Литье под давлением.
(1) Время заполнения формы: относится к времени, необходимому для того, чтобы расплавленный металл попал в полость формы.
(2) Скорость заполнения: указывает скорость, с которой расплав заполняет полость формы.
(3) Давление наполнения: начальное давление и максимальное давление после завершения заполнения формы.
(4) Температура формы. Температура формы определяет качество поверхности и структурные свойства отливок.
(5) Время охлаждения: время, необходимое для охлаждения отливки в полости формы.
3.Принцип механизма Литье под давлением.
Чтобы понять, как работает литье под давлением, самое важное понять, как происходит струя расплавленного металла и затвердевание начинки под высоким давлением?
(1) Металлическая струя
Расплавленная жидкость поступает в полость формы под высоким давлением. В это время расплавленная жидкость образует металлическую струю на переднем конце. По мере продвижения струи металла дальше в полость формы давление постепенно снижается, а скорость также постепенно замедляется. Поэтому во внутреннем канале полости формы, когда скорость и давление достигают максимального значения, струя металла будет деформироваться за счет силы реакции полости формы. Когда форма расплавленного металла, протекающего через полость формы, изменяется, то есть внезапно увеличивается или уменьшается, расплавленный металл будет сдвигаться и образовывать области обтекания. Эти зоны обтекания оказывают важное влияние на микроструктуру и поверхностные дефекты. кастинга.
(2) Процесс затвердевания
Когда температура расплавленного металла, поступающего в полость формы, превышает температуру плавления, расплавленный металл начинает течь. По мере охлаждения и затвердевания расплавленного металла число кристаллизации постепенно увеличивается. В процессе роста зерен атомы металла могут попадать на поверхность образовавшихся зерен или на границу раздела жидких состояний. Когда количество кристаллических зерен достигнет достаточного уровня, на границе раздела образуются соответствующие зародыши кристаллов. Для сплавов с общими правилами затвердевания, когда расплав опускается ниже линии солидуса, количество кристаллов будет постепенно увеличиваться, поэтому более тонкая степень отливки будет выше.
4.Контроль давления и скорости Литье под давлением.
Давление и скорость в процессе литья под давлением являются ключевыми факторами, определяющими качество отливки.
(1) Давление Литье под давлением
1) Сила впрыска:
Сила впрыска представляет собой силу механизма впрыска машины для литья под давлением, способствующую движению инжекционного поршня, и определяется площадью поперечного сечения инжекционного цилиндра и давлением рабочей жидкости. Величина силы впрыска напрямую влияет на заполняющую способность расплавленного металла.
2) Удельное давление впрыска:
Удельное давление впрыска — это давление на единицу площади расплавленного металла в напорной камере, то есть отношение силы впрыска к площади поперечного сечения напорной камеры. Удельное давление впрыска велико, кристаллы сплава мелкие, качество поверхности литья под давлением улучшается, а дефекты пор уменьшаются.
(2) Скорость Литье под давлением
1) Скорость впрыска:
Инжекционный пуансон в камере давления управляет скоростью движения расплавленного металла. Скорость впрыска делится на медленную стадию запечатывания и высокоскоростную стадию заполнения. Медленная стадия запечатывания предотвращает попадание воздуха, а высокоскоростная стадия заполнения заполняет полость формы за более короткое время.
2) Скорость наполнения:
Линейная скорость расплавленного металла при его поступлении в полость формы через внутренний литник под действием литьевого пуансона. На скорость наполнения влияют скорость впрыска, удельное давление впрыска и площадь затвора.
5.Часто используемые сплавы для Литье под давлением и их характеристики.
Обычно используемые сплавы в процессах литья под давлением включают алюминиевые сплавы, сплавы цинка, сплавы магния и т. д. Эти сплавы имеют следующие характеристики:
(1) Алюминиевый сплав
1) Особенности:
Хорошие характеристики, хорошая электро- и теплопроводность, низкая плотность, высокая удельная прочность и удельная жесткость. Он имеет хорошие механические свойства при высоких и низких температурах, небольшой диапазон температур кристаллизации, хорошие характеристики наполнения, небольшую линейную усадку и небольшую склонность к термическому растрескиванию.
2) Применение:
Широко используется в автомобилях, аэрокосмической промышленности, электронном оборудовании и других областях.

(2) Цинковый сплав
1) Особенности:
Он имеет относительно большую удельную долю, небольшой диапазон температур кристаллизации, не склонен к разрыхлению и обладает хорошими эксплуатационными характеристиками. Он позволяет отливать под давлением прецизионные детали сложной формы и с тонкими стенками, а поверхность отливок получается гладкой.
2) Применение:
Часто используется при изготовлении украшений, игрушек, корпусов бытовой техники и т. д.
(3) Магниевый сплав
1) Особенности:
Низкая плотность, высокая прочность, хорошая теплоотдача и сильная сейсмостойкость. Он имеет хорошие характеристики и может производить тонкостенные и сложные детали.
2) Применение:
В основном используется в автомобильных деталях, корпусах ноутбуков, корпусах камер и т. д.
6.Резюме
Процесс Литье под давлением позволяет производить сложные детали с точными размерами и гладкими поверхностями за счет заливки расплавленным металлом под высоким давлением и высокой скоростью и широко используется в различных отраслях промышленности. Глубокое понимание принципа работы литьe под давлением может помочь оптимизировать параметры процесса и улучшить качество литья и эффективность производства.


