
Кастинг Заявка
ОСНОВНЫЕ ХАРАКТЕРИСТИКИ ЛИТЬЯ ПОД НИЗКИМ ДАВЛЕНИЕМ
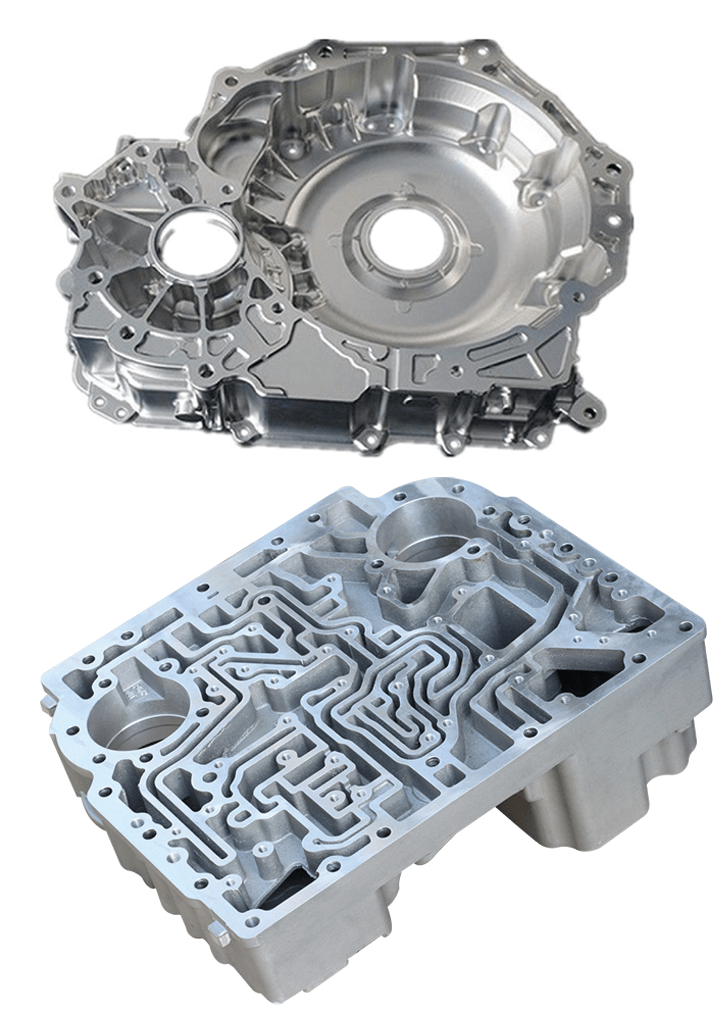
1. Высокая чистота отливок.
2. Легкость литья крупных тонкостенных сложных отливок.
3. Плотная структура отливки.
4. Улучшенная скорость извлечения жидкого металла, как правило, не требуется стояк.
5. Высокая размерная точность отливок, как правило, уровень CT6~CT7.
ПРЕДАН ИННОВАЦИЯМ
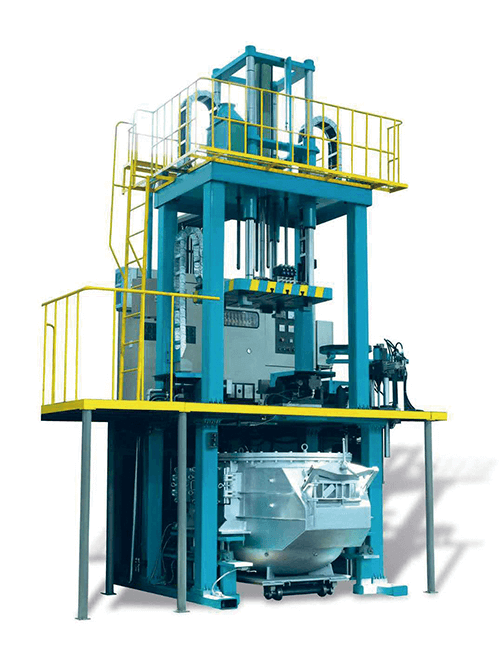
Для расширения наших мощностей по литью алюминия в 2015 году мы инвестировали в производственную линию литья под низким давлением на нашем литейном заводе. На данный момент у нас есть 20 машин литья под низким давлением весом от 500 до 800 кг. Эти машины управляются ПЛК и работают полностью автоматически. Наши детали литья под низким давлением охватывают коммуникационные детали, электрические корпуса/корпуса, детали промышленных роботов, детали медицинского оборудования и т. д.
Преимущества процесса литья под низким давлением
Высокая эффективность — Подобно процессу литья под высоким давлением, этот процесс легко поддается полной автоматизации.
Высокое качество — Детали, изготовленные этим процессом, обладают такими превосходными характеристиками, как жесткий допуск, гладкая поверхность, хорошие механические свойства.
Высокий коэффициент использования материала — Поскольку расплавленный металл возвращается в тигель после сброса давления, коэффициент использования материала намного выше, чем в других процессах постоянного литья под давлением.
Наш ассортимент материалов
Стандарты ASMT: А319, А356, А357, А413.
Национальные стандарты: ZL101, ZL101A, ZL102, ZL107.
Британские стандарты: LM6, LM20, LM25.
Стандарты EN: EN AC-42100, EN AC-42200, EN AC-43000, EN AC-43200, EN AC-43300, EN AC-43400, EN AC-44200, EN AC-44300, EN AC-46000, EN AC -46200.
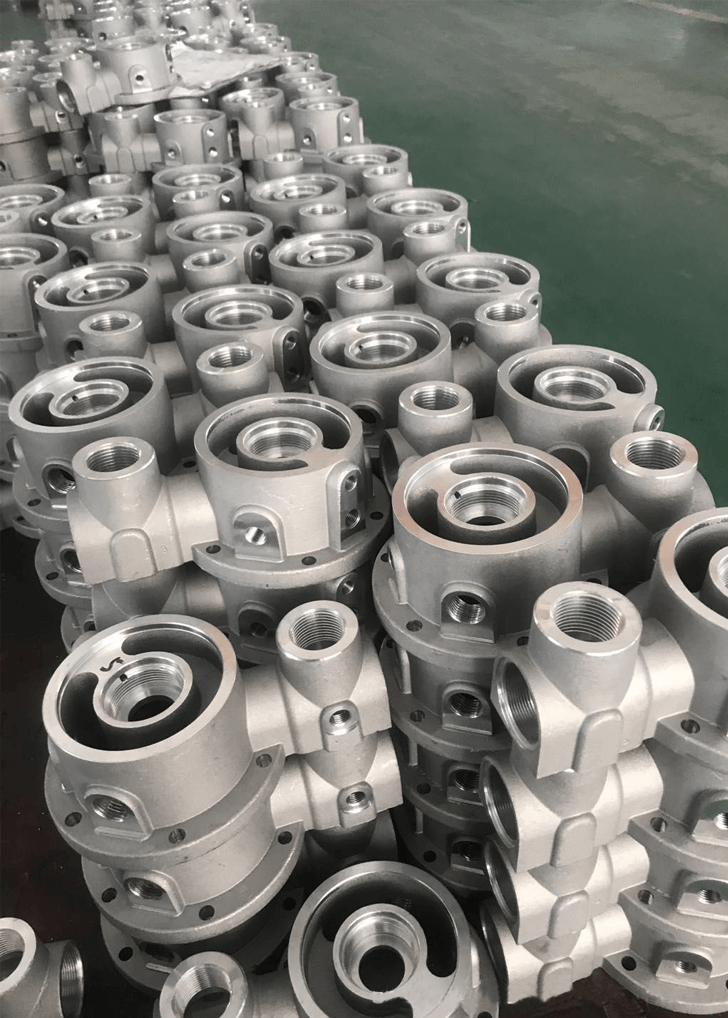
Отливки высокой чистоты
В процессе литья под низким давлением расплавленный металл принудительно подается в полость формы через стояк в нижней части тигля, полностью исключая попадание плавающего на поверхности шлака в полость формы. Поэтому чистота отливок, отлитых этим способом, выше, чем при других процессах литья. Форма для литья под низким давлением обычно не имеет стояка. Расплавленный металл в трубке стояка сбрасывается и возвращается в тигель, поэтому степень извлечения расплавленного металла может достигать 90% и более.