

Литье алюминия в песчаные формы: процесс и развитие технологии
Литье алюминия в песчаные формы по-прежнему играет важную роль в современной промышленности как традиционная технология обработки металлов давлением. В то же время процесс литье алюминия в песчаные формы постоянно совершенствуется по мере развития технологий. В этой статье мы подробно рассмотрим выбор материалов и оборудования для литье алюминия в песчаные формы, технологический процесс, общие проблемы и решения, применение новых материалов и новых технологий и другие связанные с этим вопросы.
1.Обзор литья алюминия в песчаные формы
(1) Определение
Литье алюминия в песчаные формы — это вид песка в качестве основного материала для моделирования, через расплавленный алюминий жидкость заливается в песок, чтобы быть охлажденным и затвердевшим, чтобы получить требуемую форму и размер процесса литья алюминия.
(2) Введение в процесс и основные принципы:
Основной процесс литье алюминия в песчаные формы включает в себя этапы изготовления моделей, подготовки песчаных форм, расплавления алюминиевого сплава, заливки, охлаждения, выгрузки песка и очистки. Сначала изготавливают модель в соответствии с требованиями к дизайну отливки; затем используют модель для изготовления песчаной модели и подготавливают песок и связующее вещество. Затем алюминий расплавляют и нагревают до нужной температуры. В процессе литья расплавленный алюминий заливается в подготовленную песчаную модель, после остывания и затвердевания песок сбрасывается и очищается, и в итоге получается отливка.

2.Выбор материала для Литье алюминия в песчаные формы
(1) Выбор и свойства алюминия:
При литье в песчаные формы выбор алюминия очень важен, и обычно используются алюминиевые сплавы ZL101, ZL104 и другие серии. Сплав ZL101 широко используется при производстве различных сложных форм отливок благодаря своим отличным литейным свойствам и механическим свойствам; в то время как сплав ZL104 широко используется при производстве высокопрочных и высокотвердых отливок благодаря своей высокой прочности и твердости.
(2) Типы материалов и роль формовочной смеси и связующего:
В качестве формовочной смеси обычно используется кварцевый песок, а в качестве связующего вещества — глина или синтетическая смола. Кремнеземный песок широко используется из-за его хорошей высокотемпературной стойкости и низкой цены; глиняное связующее широко используется из-за его хороших связующих свойств и низкой цены; а связующее из синтетической смолы широко используется в производстве высокоточных и высокосложных отливок из-за его высокой прочности связи и хорошей высокотемпературной стойкости.
3.Введение в основное оборудование для ЛИТЬЕ АЛЮМИНИЯ В ПЕСЧАНЫЕ ФОРМЫ
(1) оборудование для смешивания песка, формовочное оборудование, плавильное оборудование:
Оборудование для смешивания песка используется для равномерного смешивания песка и связующего вещества, формовочное оборудование используется для изготовления отливок, а плавильное оборудование используется для нагрева и плавления алюминия. Обычно используемое оборудование для смешивания песка включает пескомешалку и пескоразмольную машину; обычно используемое оборудование для формовки включает формовочную машину, машину для уплотнения и машину для запуска формы; обычно используемое оборудование для плавки включает плавильную печь и печь для выдержки.
(2) Функции и рабочие моменты каждого оборудования:
Оборудование для смешивания песка должно контролировать соотношение и однородность смеси, формовочное оборудование должно обеспечивать точность размеров и качество поверхности отливки, а плавильное оборудование должно точно контролировать температуру и время нагрева, чтобы предотвратить окисление или перегрев алюминия.
Рабочие моменты оборудования для смешивания песка включают контроль времени и скорости смешивания песка для обеспечения полного смешивания песка и связующего вещества; рабочие моменты оборудования для формовки включают контроль давления уплотнения и скорости формовки для обеспечения точности размеров и качества поверхности отливки; рабочие моменты оборудования для плавки включают контроль температуры и времени нагрева для обеспечения полного расплавления и равномерного нагрева алюминиевого раствора.

4.Процесс Литье алюминия в песчаные формы
(1) изготовление модели
1) Тип модели и методы производства:
Модель является основой для литье алюминия в песчаные формы, обычно она изготавливается из дерева, металла или пластика. Модели должны быть изготовлены с высокой степенью точности, чтобы гарантировать, что отливки будут иметь необходимый размер и форму. Модели из дерева используются из-за простоты изготовления и низкой стоимости; металлические модели широко применяются из-за высокой точности и долговечности; а пластиковые модели — из-за малого веса и высокой точности.
2) Конструкция модели:
При проектировании модели необходимо учитывать такие факторы, как усадка при литье и наклон извлекаемой формы, чтобы избежать дефектов литья. Усадка — это уменьшение объема алюминия во время охлаждения и затвердевания, которое необходимо компенсировать при проектировании модели; наклон вытягивания формы — это наклон боковой части модели, предназначенный для удобства запуска формы, который должен быть разумно рассчитан в соответствии с формой и размером отливки.

(2) Формовка и изготовление стержней
1) Подготовка и использование формовочных материалов:
Формовочные материалы в основном включают формовочную смесь и связующее, формовочная смесь должна обладать хорошей воздухопроницаемостью и огнестойкостью, а связующее должно обеспечивать достаточную прочность для поддержания целостности песчаной формы. Подготовка песка включает в себя просеивание, смешивание и сушку для обеспечения однородности и сухости песка; использование связующего включает в себя расчесывание, распыление и смешивание для обеспечения однородности и достаточности связующего.
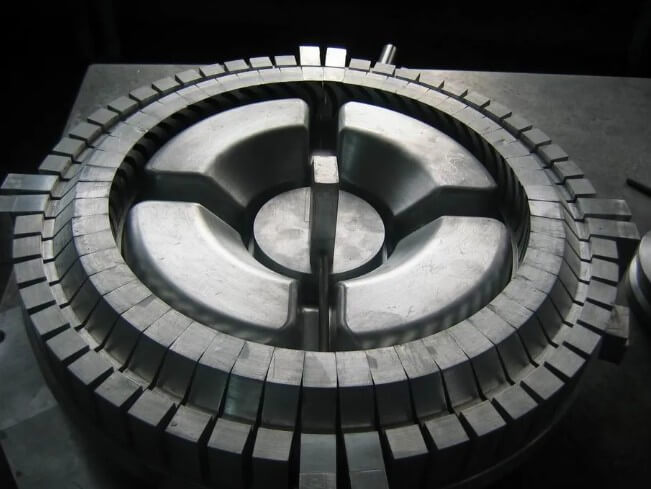
2) Процесс изготовления сердечника и его важность:
Стержневая коробка используется для формирования сложной структуры полости внутри отливки, и точность изготовления стержня напрямую влияет на качество отливки. Процесс изготовления стержня включает в себя изготовление стержневого ящика, засыпку песка, сушку и отверждение для обеспечения точности размеров и качества поверхности стержневого ящика. Важность изготовления стержня заключается в том, что он может сформировать сложную структуру внутри отливки и улучшить общую производительность и точность отливки.
(3) Плавление и заливка
1) Технология плавки алюминия и контроль температуры:
Плавление является ключевым этапом в процессе литье алюминия в песчаные формы, который должен осуществляться в специальной плавильной печи. Процесс плавки требует точного контроля температуры, чтобы обеспечить полное расплавление алюминия без перегрева или окисления. Обычно используются печи сопротивления, индукционные печи и газовые печи, каждая из которых имеет свои преимущества и недостатки и должна быть выбрана в соответствии с конкретными потребностями.
2) Ключевая технология в процессе заливки:
Скорость потока и температура алюминиевой жидкости должны контролироваться во время заливки, чтобы избежать образования пузырьков и включений. Процесс заливки включает в себя подготовку заливочной системы, контроль скорости и температуры заливки, а также очистку заливочного канала для обеспечения плавности процесса заливки и качества отливок.

(4) Засыпка и очистка песка
1) Отливка песка и методы очистки:
Осыпание песка относится к процессу отделения отливок от песчаной формы, обычно с помощью вибрации или воздействия жидкости. Методы падения песка включают механическое падение песка, гидравлическое падение песка и воздушное падение песка и т.д., каждый имеет свои преимущества и недостатки, тогда вам нужно выбрать;
Очистка включает в себя удаление песка литья алюминия литья поверхности песка и избыточного металла. Методы очистки включают пескоструйную очистку, дробеструйную очистку и химическую очистку и т.д., каждый из которых имеет свои преимущества и недостатки, то вам нужно выбрать.
2) песчаное литье алюминия в песчаные формы последующей обработки и отделки поверхности:
Последующая обработка может включать термическую обработку, механическую обработку и т.д., чтобы улучшить механические свойства или точность размеров отливок. Методы термообработки включают отжиг, нормализацию, закалку и отпуск и т.д.; методы механической обработки включают точение, фрезерование, шлифование и сверление и т.д., каждый из которых имеет свои преимущества и недостатки, то нужно выбрать.
5.общие проблемы Литье алюминия в песчаные формы и их решения
Литье алюминия в песок является распространенным процессом формирования металла, но на практике часто сталкиваются с различными проблемами, влияющими на качество и производительность отливок. Ниже перечислены несколько распространенных проблем при литье алюминия в песчаные формы и их решения.
(1) Недоливы и холодная сегрегация
1) Описание проблемы: недоливка относится к неполной форме отливки, а холодная сегрегация — к неполной интеграции швов на поверхности отливки.
2) Анализ причин: недостаточная текучесть жидкого металла, слишком низкая температура заливки, слишком низкая скорость заливки и так далее.
3) Решение: Повысить температуру и скорость заливки, чтобы жидкий металл сохранял достаточную текучесть в процессе заполнения формы. В то же время оптимизируйте конструкцию системы заливки, чтобы жидкий металл мог плавно заполнять полость.
(2) Пористость
1) Описание проблемы: пористость возникает внутри или на поверхности отливки, влияя на механические свойства и внешний вид отливки.
2) Анализ причин: плохая воздухопроницаемость песка, высокое содержание газа в жидком металле, плохая конструкция системы заливки.
3)Решение: Уменьшить содержание газа в жидком металле, увеличить воздухопроницаемость песчаной формы и добавить вентиляционное отверстие в самой верхней части полости. Оптимизируйте систему заливки, чтобы избежать попадания газа в металлическую жидкость во время процесса заливки.
(3) Липкий песок
1) Описание проблемы: к поверхности отливки прилипает слой частиц песка, который трудно удалить, что влияет на внешний вид и последующую обработку.
2) Анализ причин: неправильный выбор связующего вещества в песке, слишком высокая температура заливки, плохой эффект покрытия поверхности отливки.
3) Решение: добавьте в песок соответствующее количество угольного порошка или других материалов, препятствующих прилипанию песка, и в то же время нанесите на поверхность отливки эффективное покрытие из антиприлипающего песка. Контролируйте температуру заливки, чтобы избежать слишком высокой температуры, приводящей к появлению липкого песка.
(4) Усадка и ослабление
1) Описание проблемы: отверстия образуются из-за уменьшения объема во время затвердевания, что влияет на плотность отливки.
2) Анализ причин: слишком высокая температура заливки, слишком медленная скорость охлаждения и неразумная конструкция системы усадки.
3) Решение: оптимизируйте температуру заливки и скорость охлаждения, научно обоснованно спроектируйте стояки и холодные утюги, чтобы обеспечить полное взаимодополняющее сокращение отливок в процессе затвердевания. В то же время улучшите структуру отливки, чтобы избежать чрезмерного разброса толщины.
(5) Трещины
1) Описание проблемы: трещины появляются на поверхности или внутри отливки, серьезно снижая механические свойства отливки.
2) Анализ причин: необоснованное проектирование структуры отливки, слишком быстрая скорость охлаждения, неправильный процесс термообработки.
3) Решение: улучшите конструкцию отливки, избегайте острых углов и слишком больших изменений толщины стенок. Контролируйте скорость охлаждения, чтобы избежать чрезмерного внутреннего напряжения, приводящего к образованию трещин. Оптимизируйте процесс термообработки, чтобы обеспечить равномерный нагрев и охлаждение отливок в процессе термообработки.

Резюме:
Анализ вышеперечисленных проблем и их соответствующие решения позволят эффективно улучшить качество и производительность литье алюминия в песчаные формы, сократить количество дефектов литья и повысить эффективность производства.
6.Применение новых материалов и технологий для литье алюминия в песчаные формы
(1) Высокопроизводительные алюминиевые материалы:
С развитием науки и техники, есть постоянно новые высокопроизводительные алюминиевые материалы были разработаны, эти материалы имеют лучшую прочность, вязкость или термостойкость, и может удовлетворить потребности более высоких стандартных приложений. Например, новые высокопрочные материалы из алюминиевых сплавов широко используются в аэрокосмической и автомобильной промышленности благодаря своим превосходным механическим свойствам; новые жаропрочные материалы из алюминиевых сплавов широко используются в производстве компонентов двигателей и турбин благодаря своим превосходным высокотемпературным характеристикам.
(2) Применение технологии 3D-печати в литье алюминия в песчаные формы:
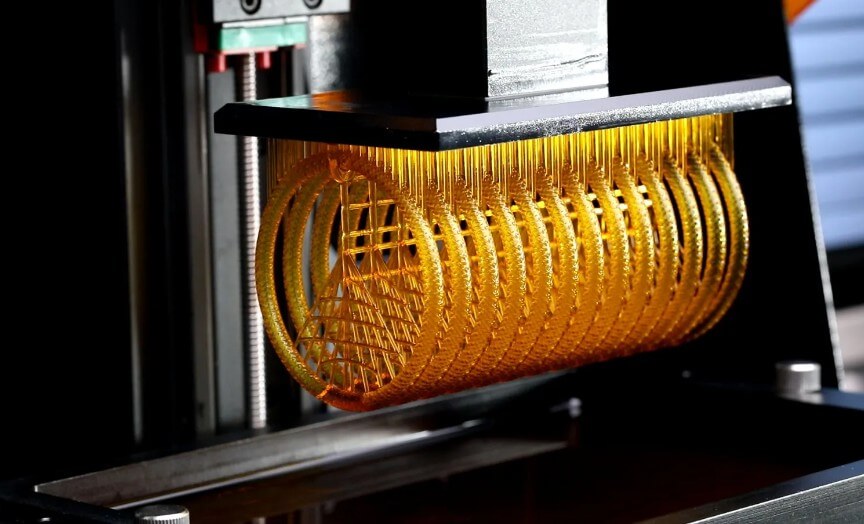
Технология 3D-печати также была внедрена в литье алюминия в песчаные формы для изготовления более сложной и точной отливки и стержневой коробки, что значительно повышает гибкость и эффективность литья.Технология 3D-печати включает в себя селективное лазерное спекание (SLM), селективное лазерное плавление (SLA) и моделирование с плавленым осаждением (FDM) и т.д., каждая из которых имеет свои преимущества и недостатки, необходимо выбрать.
7.Резюме
Непрерывный технологический прогресс, в частности применение новых материалов и продвижение новых технологий, будет способствовать дальнейшему развитию алюминиевой промышленности литье алюминия в песчаные формы, повышению качества отливок и эффективности производства, а также снижению производственных затрат.


