

Литья стали по выплавляемым моделям: анализ выбора материала и технологических моментов
Литье по выплавляемым моделям, также известное как литье по выплавляемым моделям, — это передовая технология литья, позволяющая получать высокоточные отливки сложной формы. Процесс литья стали по выплавляемым моделям является сложным и включает в себя выбор и применение различных материалов на протяжении всего процесса.
При литья стали по выплавляемым моделям выбор материала и контроль процесса являются ключевыми факторами для обеспечения качества отливок. В этой статье мы подробно проанализируем материал восковой формы, материал оболочки, выбор стали и технологические моменты.

1. Выбор материалов для восковых форм при литья стали по выплавляемым моделям
Восковая форма является ключевым компонентом в процессе литья стали по выплавляемым моделям, и ее характеристики напрямую влияют на точность размеров и качество поверхности отливок. Обычно используются такие материалы для изготовления восковых форм, как восковой материал и материал для изготовления форм на основе смолы.
(1) Формовочные материалы на основе воска
Формовочные материалы на основе воска в основном состоят из парафина, молотого воска, воска жирных кислот и эфирного воска. Формовочные составы на основе воска обладают хорошей текучестью и формуемостью и подходят для изготовления восковых форм сложной формы. Однако формовочные компаунды на основе воска обладают низкой прочностью и термостойкостью и легко деформируются.
(2) Лепнина на основе смолы
Формы на основе смолы состоят в основном из канифоли, полиэтилена и полистирола. Формы на основе смолы обладают высокой прочностью и термостойкостью и подходят для изготовления больших и сложных по форме восковых форм. Однако формы на основе смолы более дорогостоящие и плохо поддаются обработке.
2. Выбор материала оболочки при литья стали по выплавляемым моделям
Оболочка является важной частью процесса литья стали по выплавляемым моделям. В качестве материалов для оболочки обычно используются огнеупорные материалы и связующие.
(1) Огнеупорные материалы
Огнеупорные материалы в основном включают кварцевый песок, цирконовый песок, боксит и муллит.
Кремнеземный песок обладает хорошей термостойкостью и химической стабильностью и подходит для изготовления мелких и средних литейных форм;
Циркониевый песок обладает высокой тугоплавкостью и стойкостью к термическим ударам, подходит для изготовления оболочек для крупных и высокоточных отливок;
Боксит и муллит обладают высокой прочностью и термостойкостью и подходят для изготовления оболочек для отливок из высокотемпературных сплавов.

(2) Переплет
В качестве связующих в основном используются водное стекло, кремнезем и этилсиликат.
Водяное стекло обладает хорошими клеящими свойствами и низкой стоимостью, но прочность оболочки невысока;
Силиконовый раствор обладает высокой прочностью сцепления и хорошей термостойкостью, подходит для изготовления высокоточных литейных оболочек;
Этилсиликат обладает отличными связующими свойствами и высокой температурной стабильностью и подходит для изготовления оболочек для крупных и высокоточных отливок.
3. Выбор литья стали по выплавляемым моделям
При литья стали по выплавляемым моделям выбор подходящей стали имеет решающее значение. Различные стали обладают разными механическими свойствами, жаро- и коррозионной стойкостью и подходят для разных сценариев применения.
(1) Углеродистая сталь
Углеродистая сталь — одна из наиболее часто используемых литейных сталей с хорошими механическими и обрабатываемыми свойствами. В зависимости от содержания углерода углеродистые стали можно разделить на низкоуглеродистые, среднеуглеродистые и высокоуглеродистые.
Пластичность низкоуглеродистой стали хорошая, подходит для изготовления отливок сложной формы; прочность и твердость среднеуглеродистой стали высокая, подходит для изготовления деталей со средней нагрузкой; твердость и износостойкость высокоуглеродистой стали высокая, но пластичность и свариваемость плохие.
(2) Легированная сталь
Легированные стали изготавливаются путем добавления легирующих элементов (например, хрома, никеля, молибдена и т. д.) для улучшения механических свойств, жаропрочности и коррозионной стойкости стали. К распространенным легированным сталям относятся нержавеющие, жаропрочные и инструментальные стали.

1) Нержавеющая сталь:
Обладая отличной коррозионной стойкостью, она широко используется в химической промышленности, пищевой и медицинской отраслях. Обычно используется аустенитная нержавеющая сталь (например, 304, 316) и мартенситная нержавеющая сталь (например, 420).
2) Жаропрочная сталь:
Они обладают хорошей стойкостью к окислению и ползучести в высокотемпературных средах и широко используются в высокотемпературных компонентах, таких как паровые и газовые турбины. К распространенным жаропрочным сталям относятся хромомолибденовая сталь и сплавы на основе никеля.
3) Инструментальная сталь:
Обладая высокой твердостью, износостойкостью и вязкостью, она подходит для изготовления режущих инструментов и пресс-форм. Обычно используются такие инструментальные стали, как быстрорежущая сталь и формовочная сталь для холодной обработки.
(3) Специальная сталь
Специальные стали, в том числе электротехнические и магнитные, обладают особыми физическими и химическими свойствами для конкретных областей применения. Например, электротехнические стали обладают хорошими магнитными свойствами и широко используются в электрооборудовании, таком как двигатели и трансформаторы.
4.Анализ основных моментов процесса литья стали по выплавляемым моделям
Исходя из вышеизложенного, материал был выбран в соответствии с потребностями, и следующим шагом является конкретное производство. Процесс литья стали по выплавляемым моделям включает в себя изготовление восковой формы, изготовление оболочки, депарафинизацию, запекание и заливку, каждый из которых имеет свои ключевые моменты.
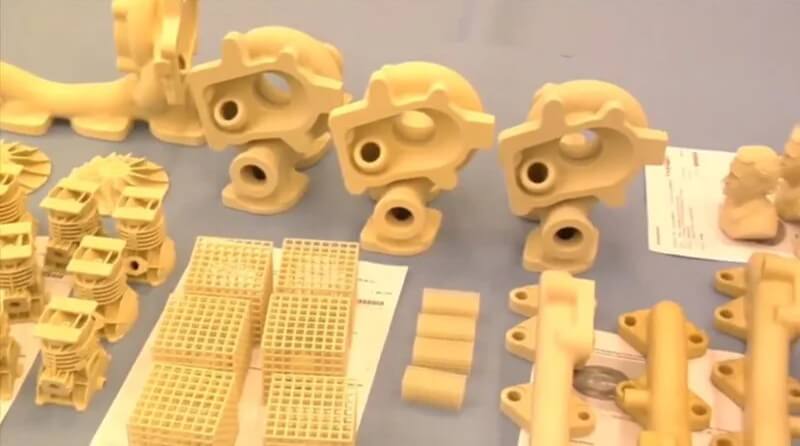
(1) Изготовление восковых форм
1) Дизайн прессования:
Прессовый шаблон должен иметь высокую точность размеров и малые значения шероховатости поверхности, чтобы обеспечить качество восковой формы.
2) Прессование восковых форм:
Расплавленный воск выдавливается в пресс, сгущается и удаляется, после чего получаются отдельные восковые формы после обрезки и проверки.
3) Комбинированные восковые формы:
Отдельные восковые формы свариваются плавлением с предварительно изготовленной системой коммунального литья воска, чтобы сформировать комплект форм.
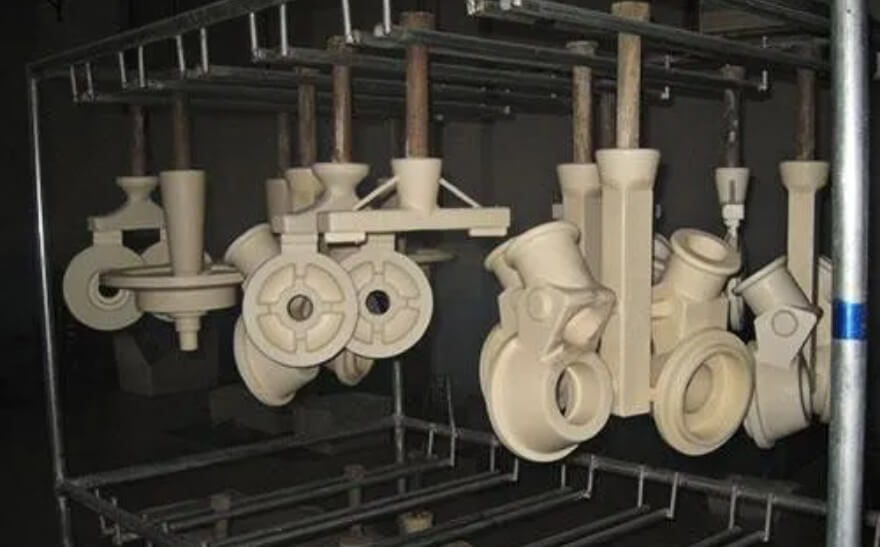
(2) Производство ракушек

1) Нанесение покрытия, развешивание и распределение песка:
Поверхность восковой формы покрывается огнеупорным материалом и посыпается песком для формирования оболочки.
2) Сушка и закалка:
Скорлупу высушивают и закаливают, чтобы повысить ее прочность и термостойкость.
3) Депарафинизация:
Раковину помещают в горячую воду, чтобы восковая форма расплавилась и вытекла, в результате чего образуется полость раковины.
(3) Обжаривание

1) Высокотемпературное обжаривание:
Скорлупа обжигается при высоких температурах, чтобы удалить остатки воска и влаги, а также повысить прочность и проницаемость скорлупы.
2) Контроль температуры:
Температура и время обжаривания должны строго контролироваться, чтобы предотвратить деформацию или разрыв оболочки.
(4) Стальная заливка

1) Температура заливки:
В зависимости от типа стали и формы отливки выберите подходящую температуру заливки, чтобы обеспечить заполняемость формы и качество затвердевания отливки.
2) Скорость налива:
Контролируйте скорость заливки, чтобы предотвратить деформацию или разрыв оболочки и избежать таких дефектов, как пористость и шлакообразование.
(5) Очистка
1) Осыпание и очистка песка:
После того как отливка затвердела, форма разрушается, система заливки снимается, удаляются заусенцы и отливка тщательно очищается.
2) Термическая обработка:
Термообработка проводится по мере необходимости для улучшения механических свойств и организации отливок.
5. контроль качества литья стали по выплавляемым моделям
В процессе литья стали по выплавляемым моделям контроль качества является ключом к обеспечению качества отливок. Контроль качества включает в себя проверку сырья, контроль параметров процесса, проверку отливок и другие звенья.
(1) Проверка сырья
Сталь, материалы для восковых форм и оболочек подвергаются строгому контролю на соответствие техническим требованиям.

(2) Управление параметрами процесса
Строгий контроль таких технологических параметров, как изготовление восковой формы, производство оболочки, обжиг и заливка, обеспечивает качество на каждом этапе.
(3) Инспекция отливок
Отливки проверяются на точность размеров, качество поверхности, механические свойства и химический состав, чтобы убедиться, что они соответствуют проектным требованиям.
6. Заключение
Литья стали по выплавляемым моделям — это вид высокоточной и высокоэффективной технологии литья. При литья стали по выплавляемым моделям, благодаря разумному выбору стали, материала восковой формы и материала оболочки, и в то же время строгому контролю параметров процесса, точность размеров, качество поверхности и механические свойства отливок могут быть эффективно улучшены для удовлетворения потребностей различных областей применения.



What do you think?
[…] выборе между чугуна и нержавеющей стали следует учитывать несколько […]