
Изучение процесса литья под низким давлением: подробное объяснение от процесса к применению
Литье под низким давлением — это технология литья металлов, в которой используется среда низкого давления для сжатия расплавленного металла в форму и его затвердевания для формирования компонентов.
1.Процесс Литье под низким давлением
Проектирование и изготовление пресс-форм
Для изготовления пресс-форм используется обработка стали с ЧПУ, а процесс проектирования и производства исключает ошибки и дефекты, обеспечивая качество и функциональность детали. В то же время очистите и предварительно нагрейте форму, чтобы предотвратить дефекты нагрева, вызванные разницей температур.
плавка металла
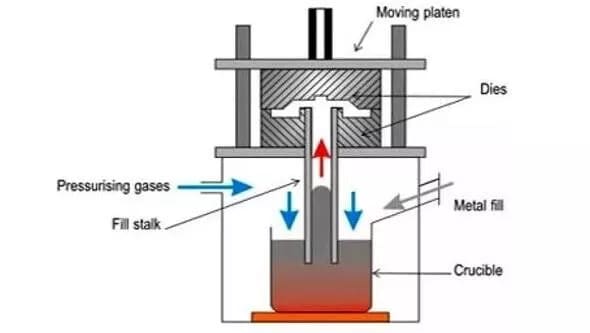
Металлический сплав нагревается в тигельной печи до полного расплавления, а затем переносится в раздаточную печь под формой, которая действует как резервуар для хранения расплавленного состояния металла, а ее положение и процесс вытекания гарантируют, что шлак впрыскивается в форму.
кастинг
Расплавленный металл впрыскивается в полость формы через стояк под давлением около 0,08 МПа.
охлаждение и затвердевание
Расплавленный металл охлаждается и затвердевает под низким давлением, образуя деталь.
катапульта
После охлаждения и затвердевания деталь выбрасывается с помощью выталкивателя, форма остывает и сбрасывает давление, позволяя оставшемуся расплавленному металлу стечь обратно в раздаточную печь.
постобработка
Выполните постобработку, например обрезку кромок, чтобы удалить излишки металла и улучшить качество поверхности.
2.Обычно используемые материалы для Литье под низким давлением
алюминий
Алюминий имеет низкую вязкость при плавлении и свободно течет. Подходит для тонкостенных отливок с толщиной стенок более 5 мм.
медь
Медный сплав имеет высокую прочность на разрыв и хорошо подходит для Литье под низким давлением. Он быстро затвердевает и не трескается при охлаждении.
магний
Высокая текучесть и текучесть, подходит для литья под низким давлением и позволяет легко заполнять формы.
цинк
Он обладает хорошей текучестью, низкой температурой плавления и быстрой скоростью затвердевания, что делает его материалом номер один для литья под низким давлением. Это может увеличить скорость циркуляции и сэкономить затраты. Истирание формы небольшое, а механические свойства хорошие.

3.Преимущества и недостатки Литье под низким давлением
преимущество:
Высокая точность: скорость заполнения формы низкая при постоянной температуре и давлении, а точность деталей высокая, что важно для небольших отливок, которые необходимо собирать после производства.
Чистые отливки: поскольку форма медленно заполняется под низким давлением, шлак не образуется, и можно изготавливать очень чистые отливки.
Хорошая формуемость: позволяет изготавливать детали без растрескивания и деформации, подходит для изготовления деталей сложной формы и сложной конструкции.
Хорошая формуемость: литье под низким давлением позволяет производить детали без растрескивания и деформации и подходит для производства деталей сложной формы и сложной структуры.
Экологически чистый: энергосберегающий, производит меньше отходов и может быть переработан. Может сэкономить эксплуатационные расходы.
недостаток:
Медленное время цикла: Литье под низким давлением приводит к медленным циклам литья и увеличению времени выполнения заказа.
Форма недолговечна: расплавленный металл находится в постоянном контакте, и форма легко подвергается коррозии. .
Не подходит для изготовления тонкостенных деталей: низкое давление не подходит для изготовления тонкостенных деталей, а толщина стенки должна быть более 5 мм.
Высокие первоначальные инвестиции: высокие затраты на машину для литья под давлением, разработку пресс-форм и производственные затраты.

4.Применение Литье под низким давлением
Автомобильная промышленность: позволяет изготавливать автомобильные детали малого и среднего размера, такие как колеса, головки цилиндров и т. д.
Медицинское оборудование: может производить хирургические инструменты, рентгеновские аппараты и другие детали. Отливка непористая и выдерживает тепловую и химическую стерилизацию.
Аэрокосмическая промышленность: возможность производить высококачественные детали, соответствующие строгим требованиям по допускам. Это может гарантировать, что детали точны и точны.
Бытовая техника: производство деталей, таких как кухонные принадлежности, и создание бытовых компонентов сложной формы.
Электротехническая промышленность: мы можем производить очень качественные и надежные электрические компоненты, такие как корпуса двигателей.
Морское и судостроение: производство насосов, двигателей и других судовых компонентов, долговечных и устойчивых к коррозии.



