
Анализ распространенных производственных дефектов при литье под высоким давлением
Литье под высоким давлением, как высокоэффективная технология обработки металлов давлением, занимает важное место в современной обрабатывающей промышленности. Однако при производстве, распространенных производственных дефектов при литье под высоким давлением, которые часто беспокоят производственное предприятие. Как эффективно предотвратить эти дефекты, улучшить качество отливок, становится в центре внимания отрасли. В этой статье мы подробно рассмотрим причины возникновения общих производственных дефектов при литье под высоким давлением и профилактические меры, начиная с технического, операционного уровня и заканчивая полным спектром решений, которые помогут предприятиям создавать безупречные отливки.
1.технология литья под давлением предисловие обзор
(1) Основной принцип технологии литья под давлением
Литье под высоким давлением — это вид высокоэффективной технологии формования металла, основной принцип которой заключается в том, что жидкий металл при высокой температуре с высоким давлением и высокой скоростью поступает в полость формы, быстро охлаждается и застывает, образуя отливки. Эта технология может производить металлические детали сложной формы и точного размера, широко используется в автомобильной, электронной, аэрокосмической и других областях.
(2) Значение технологии литья под давлением в современной промышленности
В современном промышленном производстве технология литья под давлением играет жизненно важную роль. С непрерывным прогрессом промышленных технологий и изменением рыночного спроса, технология литья под давлением из-за своей способности производить сложные формы, тонкостенные металлические детали, становится производство высокопроизводительных, легких продуктов незаменимым процессом. В автомобильной, аэрокосмической и других областях применение литых под давлением деталей значительно способствует их облегчению, повышению эффективности использования топлива и снижению выбросов имеет большое значение.

2.Распространенных производственных дефектов при литье под высоким давлением
Хотя технология литья под высоким давлением является передовой, нельзя игнорировать и возникающие при этом производственные дефекты. Усадка, трещины, пузыри, узоры и другие распространенные дефекты серьезно влияют на качество литья. Ниже будет проведен всесторонний анализ образования этих дефектов, а также оптимизация формы, контроль параметров процесса, техническое обслуживание машины и другие аспекты предлагаемой целевой стратегии, направленной на уменьшение дефектов, повышение эффективности производства.
(1) Распространенных производственных дефектов при литье под высоким давлением I: холодная сегрегация и шаблон
1) Характеристики дефекта:
Холодная сегрегация проявляется в виде нерегулярных гладких полос на поверхности отливки, и картина является тем же направлением потока металла жидких полос, цвет отличается от металлической матрицы, нет тенденции развития.

2) Причины возникновения:
•Температура металлической жидкости слишком низкая.
•Скорость пуансона слишком медленная.
•Температура литейной формы слишком низкая.
•Плохой выхлоп.
•Необоснованная конструкция затвора.
3) Решение:
•Поддерживайте правильную температуру металлической жидкости и проверьте устройство контроля температуры.
•Определите правильную скорость впрыска и поддерживайте ее постоянной.
•Убедитесь, что температура литейной формы соответствует требованиям.
•Увеличить или изменить вентиляционные отверстия и переливные канавки.
•Улучшите конструкцию затвора, чтобы избежать разбрызгивания расщепленных нитей в полость.
(2) Распространенных производственных дефектов при литье под высоким давлением II : липкие формы
1) Характеристики дефекта:
Металл прилипает к поверхности формы для литья под давлением, что приводит к шероховатости на поверхности отливки или появлению отваливающегося металла.

2) Причина дефекта:
•Слишком высокая температура металлической жидкости.
•Слишком высокая или слишком низкая температура литейной формы.
•Неправильное использование разделительного агента формы.
•Горячие швы в литейной форме.
•Слишком низкое содержание железа в алюминиевом сплаве.
3) Решение:
•Поддерживайте правильную температуру заливки.
•Поддерживайте правильную температуру формы для литья под давлением.
•Правильно использовать разделительный агент для формы.
•Убедитесь, что охлаждающая вода беспрепятственна, или увеличьте скорость охлаждения.
•Увеличьте содержание железа в алюминиевом сплаве до 1,0%.
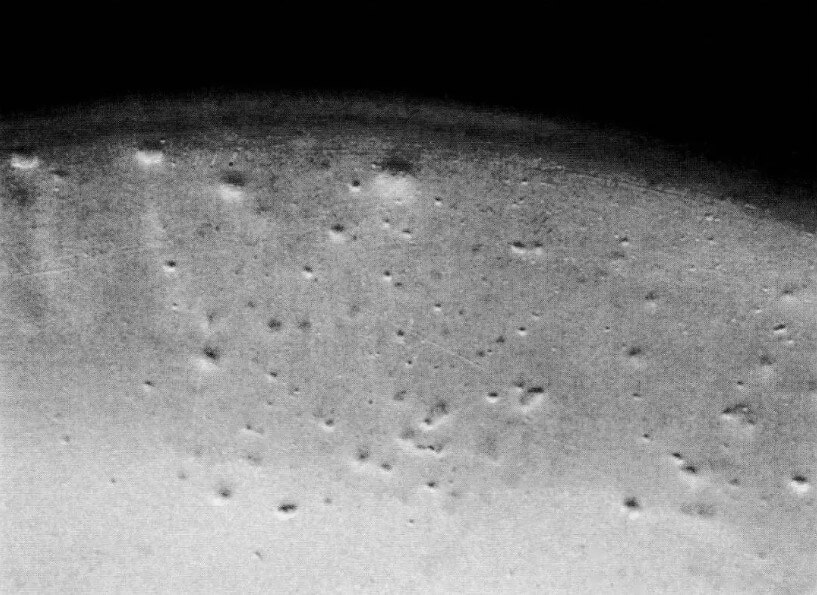
(3) Распространенных производственных дефектов при литье под высоким давлением III: воздушные пузырьки
1) Характеристика дефекта:
На поверхности или внутри отливки имеются воздушные отверстия, а воздушные отверстия под кожей выпячиваются, образуя пузырьковые дефекты.

2) Причины:
•Металла, в котором находится газ, слишком много.
•Температура литейной формы не высока.
•Слишком много краски для литья.
•Неправильная система заливки, выхлоп не ровный.
•Слишком раннее открытие формы.
3) Решение:
•Увеличить переливную канавку и выпускное отверстие в дефектной детали.
•Поддерживать правильную температуру металлической жидкости и литейной формы.
•Уменьшить количество краски и обеспечить равномерное распыление.
•Модифицировать систему заливки для обеспечения плавного выпуска воздуха.
•Увеличить время выдержки под давлением и время удержания формы.
(4) Распространенных производственных дефектов при литье под высоким давлением IV: трещины
1) Характеристики дефекта:
Трещины появляются на поверхности или внутри отливки в виде прямой или волнистой формы, зерно узкое и длинное, имеется тенденция развития под действием внешней силы.

2) Причины:
•Угол скругления слишком мал.
•Неправильное расположение наперстка.
•Слишком низкая температура алюминиевой жидкости или формы.
•Неправильная операция при снятии литника.
•Содержание железа в жидком алюминии слишком высокое.
3) Решение:
•Консультироваться с заказчиком по поводу увеличения закругленного угла.
•Оптимизировать расположение выталкивающего штифта, попытаться расположить выталкивающий штифт в напряженном положении.
•Проверьте и отрегулируйте температуру алюминиевой жидкости и формы.
•Переход на пильный станок или вырубную форму для удаления литника.
•Уменьшите содержание железа в алюминиевой жидкости.
(5) Распространенных производственных дефектов при литье под высоким давлением V: деформация
1) Характеристики дефекта:
Форма отливки изменяется и не может соответствовать проектным требованиям.

2) Причина дефекта:
•Дисбаланс при выталкивании.
•Деформация после выхода изделия из формы при естественном охлаждении.
•Залипание крепежной формы, вызывающее деформацию.
•Неправильный способ удаления затвора.
•Неправильное размещение изделия.
3) Решение:
•Проверить правильность расположения выталкивателя, оптимизировать положение выталкивателя.
•Улучшить охлаждение формы, особенно охлаждение вокруг изделий.
•Увеличить перевернутую стяжку в соответствующем месте подвижной формы или увеличить наклон неподвижной формы.
•Используйте вырубную форму или пильный станок для удаления литника.
•После коррекции деформированных изделий.
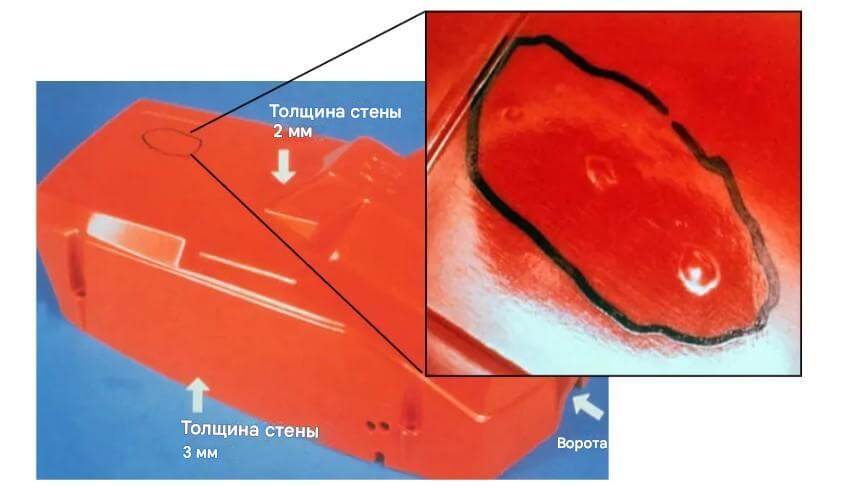
(6) Распространенных производственных дефектов при литье под высоким давлением VI: усадочное отверстие и усадочная рыхлость
1) Характеристики дефекта:
Внутри отливки или на поверхности появляются отверстия неправильной формы, большие и концентрированные для усадочных отверстий, маленькие и рассеянные для усадки.

2) Причины:
•Температура заливки слишком высока.
•Низкий коэффициент впрыска.
•Неправильная структура отливки, горячие швы, неравномерная толщина стенок.
•Маленький внутренний канал заливки.
3) Решение:
•Изменить конструкцию отливки, чтобы исключить скопление металла и большие изменения поперечного сечения.
•Снизить температуру заливки при возможных условиях.
•Улучшить удельное давление впрыска.
•Улучшить систему заливки, чтобы давление лучше передавалось.
(7) Распространенных производственных дефектов при литье под высоким давлением VII: включения
1) Характеристики дефекта:
Поверхность отливки или внутренние отверстия неправильной формы, содержащие включения.
2) Причины образования:
•Материал печи не является чистым.
•Недостаточная очистка сплава или шлак не удален.
•Форма для литья в кокиль не очищена.
•Слишком много графитовых включений в покрытии.
3) Решение:
•Убедитесь, что шихта чистая.
•Очистка сплава, выбор легко удаляемого шлакового расплава.
•Внимание к очистке литейной формы.
•Графит для краски должен быть смешан и оставаться чистым.
(8) Распространенных производственных дефектов при литье под высоким давлением VIII: летающий материал
1) Характеристики дефекта:
Литейный край появляются излишки металла, форма летать или заусенец.

2) Причины:
•Недостаточное усилие смыкания.
•Несоответствие усилия прижима формы.
•Отходы на поверхности раздела.
•Слишком высокое давление при литье.
3) Решение:
•Расчитайте и проверьте площадь проекции, проверьте рабочее состояние машины.
•Отрегулируйте центр впрыска, убедитесь, что изделие находится в центре плиты машины для литья под давлением.
•Регулярно очищать поверхность разъема во время производства.
•Настройка машины для проверки параметров процесса, чтобы убедиться, что оценка перед производством формы соответствует стандарту.
3.Резюме
Из приведенного выше подробного анализа распространенных производственных дефектов при литье под высоким давлением видно, что каждый вид дефекта имеет свои уникальные характеристики и причины. Чтобы устранить эти дефекты, необходимо начать с конструкции формы, параметров процесса литья под давлением, качества металлической жидкости, технического обслуживания формы и других аспектов, чтобы проводить систематические улучшения и оптимизацию. Только так мы сможем эффективно повысить качество литья под давлением и удовлетворить потребности клиентов.


