

Анализ разницы между Литье под высоким и низким давлением
Литье под высоким и низким давлением — два метода формования металла, широко используемые в производстве. Хотя оба они образуются путем впрыска расплавленного металла в форму для формирования деталей, между ними существуют существенные различия в плане принципа работы, процесса, стоимости, экономической выгоды, областей применения, преимуществ и недостатков. Ниже приводится конкретная информация о разнице между литье под высоким и низким давлением.
1. литье под высоким и низким давлением в основных понятиях и принципах различия
(1) Определение литья под высоким давлением:
Литье под высоким давлением — это действие под высоким давлением, так что жидкий или полужидкий металл с высокой скоростью заполняет полость литейной формы, и затвердевает под давлением, и получается метод литья.
(2) Определение литья под низким давлением;
Литье под низким давлением находится под действием низкого давления, так что жидкий металл под давлением заполняет полость, чтобы сформировать отливки метода.
(3) Принцип литья под высоким давлением:
Жидкий металл быстро заполняет полость формы под высоким давлением и застывает под высоким давлением, образуя высокоплотную, высокопрочную отливку.
(4) Принцип литья под низким давлением:
Металлическая жидкость плавно поступает в полость под низким давлением по восходящей жидкостной трубке и поддерживает давление газа на поверхности жидкости в тигле до полного затвердевания отливки.
Резюме:
Одно предложение суммирует принцип литье под высоким и низким давлением разница, является высокое давление литья через высокое давление будет металлической жидкости высокой скорости давления в полость формы, и низкого давления литья с более низким давлением, чтобы сделать металлическую жидкость плавно заполнить форму.
2. литье под высоким и низким давлением в процессе и технические детали различия между
Литье под высоким и низким давлением — это два разных процесса литья металла, они в процессе и технических деталях имеют существенные различия. Ниже приведены основные различия между литье под высоким и низким давлением:
(1) процесс литья под высоким давлением
Основные этапы: рафинирование алюминиевой воды → сохранение тепла → распыление → слияние → заливка → нагнетание давления → нагнетание давления, сохранение давления → открытие → взять куски, очистка.
(2) Процесс литья под низким давлением
Основные этапы: в герметичный тигель через сухой сжатый воздух подается металлическая жидкость под давлением газа, под действием поднимающейся по трубке жидкости, вдоль подъема, через затвор плавно в полость, и для поддержания тигля на жидкой поверхности под давлением газа, до полного затвердевания отливки.
(3) Скорость заполнения литейной формы под высоким давлением
Литье под высоким давлением в скорости заполнения с высокоскоростными характеристиками, обычно в 1050 м / с, иногда даже до 100 м / с или более. Это высокоскоростное заполнение делает жидкий металл в очень короткий промежуток времени заполнить полость формы, как правило, 0,010,2 секунды. Высокоскоростное заполнение хотя и повышает эффективность производства, но также легко делает отливку внутренней пористостью и пористостью и другими дефектами.
(4) Скорость заполнения формы при литье под низким давлением
Скорость заполнения отливки под низким давлением, напротив, медленная, обычно контролируется на уровне 50150 мм/сек, при этом давление составляет 1,271,75 кПа/сек. Такая медленная и стабильная скорость заполнения способствует газовыделению из полости, уменьшению пористости и включений в отливке, улучшению плотности и механических свойств отливки.
3. литье под высоким и низким давлением в различии между оборудованием и формами
(1) Оборудование для литья под высоким давлением:
Оборудование для литья под высоким давлением в основном включает в себя машину для литья под давлением и форму. Литейная машина через высокое давление будет жидкий или полужидкий металл высокоскоростного заполнения в полость формы, и затвердевший под высоким давлением формирования. Машина для литья под высоким давлением обычно имеет высокую силу зажима, чтобы убедиться, что форма плотно закрывается под высоким давлением.
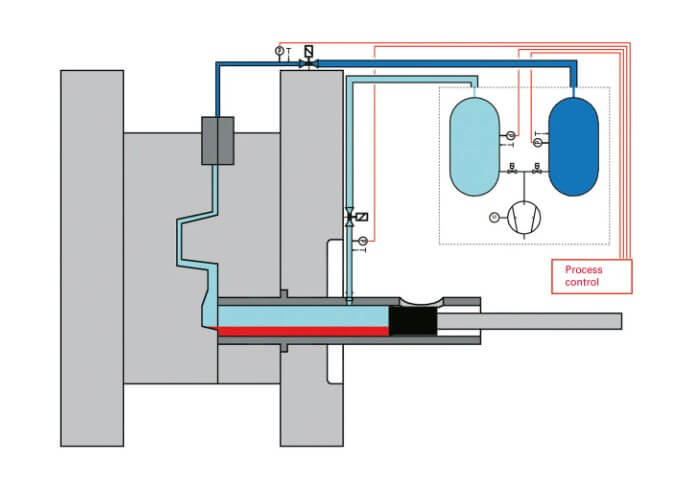
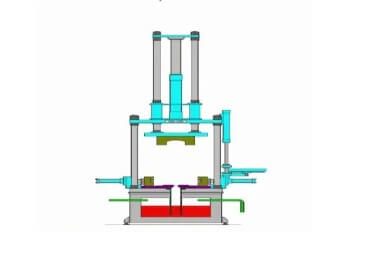
(2) Оборудование для литья под низким давлением:
Оборудование для литья под низким давлением состоит из печи для выдерживания, трубки для восходящей жидкости, формы и устройства для нагнетания давления. Принцип работы заключается в использовании более низкого давления (обычно ниже, чем давление паров жидкого металла) будет впрыскиваться со дна полости жидкого металла формы, постепенно поднимаясь заполнения, и застывания под давлением.
(3) Форма для литья под высоким давлением:
Сложная конструкция, необходимо учитывать высокоскоростное заполнение металлического потока и проблемы выхлопа. Материалом для формы обычно служит высокопрочная легированная сталь, чтобы выдерживать высокое давление и высокую температуру многократно. Срок службы формы относительно короткий, требуется регулярное обслуживание и замена.
(4) Форма для литья под низким давлением:
Относительно простая конструкция, ориентированная на контроль плавного заполнения жидким металлом и последовательности затвердевания. Материалы формы могут быть выбраны из широкого диапазона, включая тип металла, тип песка и т.д., из-за мягких условий работы, срок службы формы больше.

4. литье под высоким и низким давлением в стоимости и экономических преимуществах различия между
Литье под высоким и низким давлением в стоимости и экономической эффективности есть также различия, эти различия в основном вытекают из их первоначальной стоимости, эффективность производства, качество детали и другие аспекты причины.
(1) Анализ стоимости литья под высоким давлением
Литье под высоким давлением требует высокоточного оборудования и форм, первоначальная стоимость инвестиций выше. Однако благодаря высокой эффективности производства и пригодности для массового производства, стоимость единицы продукции может быть снижена в долгосрочной перспективе. Кроме того, литье под высоким давлением отличается высокой степенью автоматизации, что позволяет сократить расходы на оплату труда.
(2) Анализ затрат на литье под низким давлением
Инвестиции в оборудование для литья под низким давлением невелики, и стоимость форм относительно невысока. Однако из-за длительного производственного цикла эффективность производства ниже, чем при литье под высоким давлением, и подходит для мелкосерийного или индивидуального производства. При литье под низким давлением общие эксплуатационные расходы ниже, особенно при производстве крупных и сложных отливок с преимуществами по стоимости.
(3) Анализ экономических преимуществ литья под высоким давлением
Литье под высоким давлением имеет высокую эффективность производства и короткое время заполнения, как правило, в пределах 0,01~0,2 секунды. Поэтому литье под высоким давлением может быстро производить большое количество отливок, что подходит для автомобильной промышленности, электроники и других отраслей массового производства. Хотя стоимость оборудования и форм для литья под высоким давлением высока, но благодаря эффективности производства и высокой степени автоматизации, в долгосрочной перспективе стоимость единицы продукции относительно низкая, с высокой экономической эффективностью.
(4) Анализ экономической выгоды литья под низким давлением
Производственный цикл литья под низким давлением длительный, а скорость заполнения медленная, обычно от нескольких секунд до нескольких минут. Поэтому эффективность производства литья под низким давлением невысока и подходит для мелкосерийного или индивидуального производства. Хотя инвестиции в оборудование и стоимость формы для литья под низким давлением низкие, но из-за низкой эффективности производства экономическая эффективность единицы продукции относительно низкая в долгосрочной перспективе.

5. литье под высоким и низким давлением в области применения разницы
Литье под высоким и низким давлением в области применения имеет свои особенности и преимущества. Ниже перечислены их основные отличия:
(1) применение литья под высоким давлением
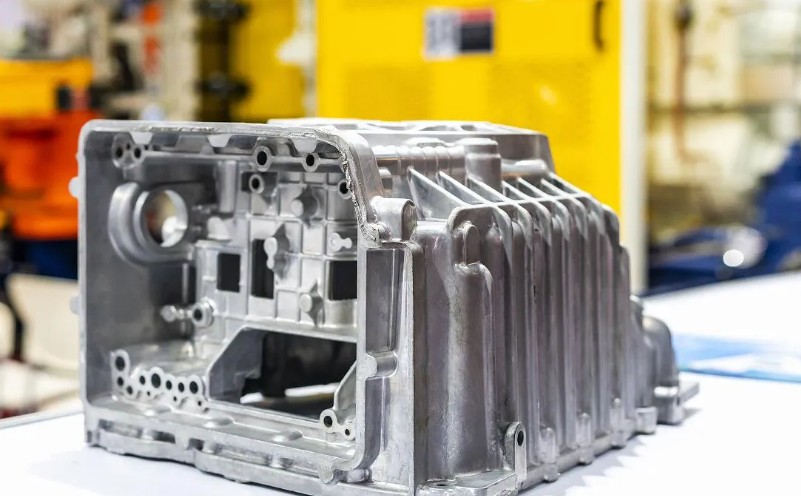
1) в автомобильной промышленности литье под высоким давлением широко используется при производстве деталей двигателя, корпусов коробок передач, приборных панелей и других сложных деталей. Эти детали требуют высокой степени точности и качества поверхности, и в то же время должны выдерживать высокую температуру и высокое давление рабочей среды, литье под высоким давлением для удовлетворения этих требований.
2) в области электронных продуктов, литье под высоким давлением для производства корпусов мобильных телефонов, корпусов ноутбуков и других частей, эти части требуют высокой точности и красивого внешнего вида, литье под высоким давлением для достижения этих требований.
3) в области аэрокосмической промышленности, литье под высоким давлением для производства высокоточных, высокопрочных деталей, таких как детали авиационных двигателей, детали спутников и т.д., производительность этих деталей на материал и процесс литья требования очень высоки, литье под высоким давлением для удовлетворения этих требований.

(2) Применение литья под низким давлением
1) в аэрокосмической области, литье под низким давлением широко используется в производстве высокоточных, высокопроизводительных ключевых компонентов, таких как лопатки авиационных двигателей. Эти детали требуют отличных высокотемпературных характеристик и механических свойств, и в то же время должны иметь высокоточный размер и качество поверхности, литье под низким давлением позволяет удовлетворить эти требования.
2) в области крупных механических деталей, литье под низким давлением для производства больших турбин, больших корпусов насосов и других деталей, эти детали требуют высокой прочности и хорошей коррозионной стойкости, литье под низким давлением для достижения этих требований.

6. преимущества и недостатки сравнения литье под высоким и низким давлением
Литье под высоким и низким давлением имеет свои преимущества и недостатки, применимые к различным производственным потребностям. Ниже приводится сравнение преимуществ и недостатков литье под высоким и низким давлением:
(1) преимущества литья под высоким давлением:
1) высокая эффективность производства: литье под высоким давлением может быстро производить большое количество отливок, подходит для массового производства.
2) высокая точность размеров: размер отливки является точным, хорошая обработка поверхности, как правило, эквивалент 5 ~ 8, и даже до Ra1.6.
3) Высокая прочность и твердость: прочность и твердость отливок обычно на 25-30% выше, чем у песчаного литья.
4) хорошая взаимозаменяемость: благодаря высокой точности размеров, отливки обладают лучшей взаимозаменяемостью.
5) высокая степень использования металла: литье под давлением, как правило, не нуждается в механической обработке или обработка очень мала, улучшает использование металла.
6) легко достичь автоматизации: производственный процесс легко поддается механизации и автоматизации.
(2) Недостатки литья под высоким давлением:
1) легко получить пористость внутри отливки: из-за высокой скорости заполнения полости жидким металлом, схема потока не стабильна, отливка легко получить пористость внутри отливки, удлинение не хорошее, и не может быть термообработан.
2) сложность литья под давлением внутренних вогнутых отливок является более сложной: для сложной структуры отливки, литье под высоким давлением может быть не в состоянии полностью заполнить полость.
3) стоимость оборудования и формы высока: стоимость оборудования и формы для литья под высоким давлением высока.
(3) Преимущества литья под низким давлением:
1) плотная организация литья: кристаллизация под давлением, плотная организация литья, четкие контуры, гладкая поверхность, высокие механические свойства.
2) использование металла: исключение необходимости изготовления усадочных стояков, использование металла увеличивается до 90-98%.
3) Простота механизации и автоматизации: производственный процесс легко поддается механизации и автоматизации.
4) Применимость к различным типам литья: давление и скорость во время заливки можно регулировать, что применимо к различным типам литья (таким как металлическое, песчаное и т.д.).
5) плавное заполнение: использование нижнего типа впрыска заполнения, жидкий металл заполнения гладкий, без брызг явления, чтобы избежать участия газа и стены и ядра типа очистки.
(4) Недостатки литья под низким давлением:
1) низкая производительность: по сравнению с литьем под высоким давлением, производительность литья под низким давлением низкая.
2) более высокая стоимость оборудования: стоимость оборудования для литья под низким давлением выше.
3) Низкая стоимость форм, но короткий срок службы: хотя стоимость форм ниже, но срок службы короткий.
7.Заключение
На практике выбор литье под высоким и низким давлением зависит в основном от конкретных требований к продукту, масштаба производства и бюджета затрат. Литье под высоким давлением подходит для случаев, требующих высокой эффективности и массового производства, в то время как литье под низким давлением больше подходит для литья внутреннего качества и производительности при строгих требованиях в данной области.
В будущем, с изменением рыночного спроса, литье под высоким и низким давлением в технологии продолжает прогрессировать. В целом, литье под высоким и низким давлением и технология литья будут продолжать играть важную роль в своих соответствующих областях, чтобы обеспечить высококачественные решения литья для различных отраслей промышленности.


