

Литье корпуса редуктора: процесс и технология
Литье корпуса редуктора, являясь важнейшей частью автомобильного производства, превратилось из традиционного процесса в современную технологию. Эта статья представляет собой исчерпывающее руководство по процессам и технологиям литье корпуса редуктора. Здесь вы найдете все, что вам нужно знать об обзорах корпусов коробок передач, распространенных методах литье корпуса редуктора, конструкции ключевых технологий и их значении в реальном автомобильном производстве.
1.Обзор корпуса коробки передач
(1) Назначение и важность корпуса коробки передач
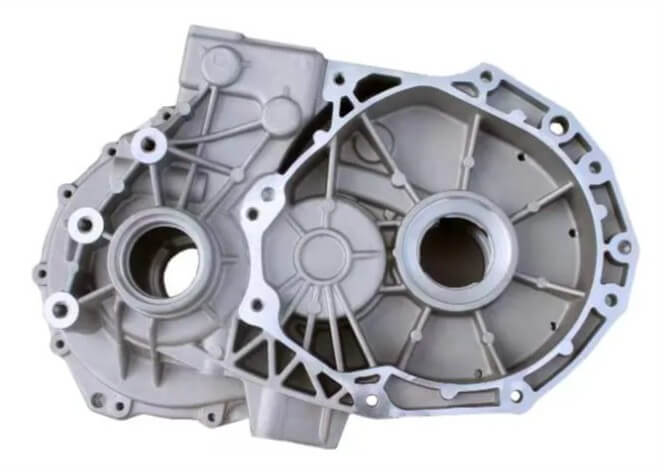
Корпус коробки передач является важной частью автомобильной трансмиссионной системы, в основном отвечающей за перенос и защиту внутренних шестерен, валов и других ключевых компонентов трансмиссии. Он должен не только выдерживать крутящий момент и вибрацию от двигателя, но и обеспечивать точное выравнивание внутренних компонентов для поддержания эффективного передаточного отношения и стабильных рабочих характеристик. Поэтому конструкция и качество изготовления корпуса коробки передач напрямую влияют на надежность и долговечность всей системы трансмиссии.
(2) Выбор материала для литье корпуса редуктора
При выборе материалов для литье корпуса редуктора основными соображениями являются его прочность, вес и стоимость. Обычно используются такие материалы, как чугун и алюминиевый сплав. Чугун широко используется при производстве обычных коробок передач благодаря своей хорошей износостойкости и экономичности. Алюминиевые сплавы, напротив, широко используются в современных автомобилях, особенно в высокопроизводительных и легких моделях, благодаря их меньшей массе и отличной теплопроводности. Использование алюминиевого сплава позволяет эффективно снизить вес коробки передач, тем самым уменьшая расход топлива и улучшая эксплуатационные характеристики автомобиля.
2.Общие технологические методы литье корпуса редуктора
Литье, как один из основных процессов производства корпусов коробок передач, имеет множество методов, каждый из которых обладает своими уникальными преимуществами и недостатками. Ниже приведены несколько распространенных методов литье корпуса редуктора.
(1) Литье в песок
Литье в песчаные формы является одним из наиболее традиционных процессов литья.
Преимущества:
1) адаптируемость: может производить различные формы и размеры отливок, особенно крупные, сложной формы отливки.
2) низкая стоимость: песчаный материал из широкого спектра источников, низкая цена.
3) простой процесс: не требует сложного оборудования и технологий, прост в эксплуатации.
Недостатки:
1) низкая точность: из-за плохой воздухопроницаемости и уступчивости песчаной формы в ней легко образуются такие дефекты, как воздушные и песчаные отверстия.
2) Более высокая шероховатость поверхности: поверхность отливки требует более тщательной обработки для достижения требуемой точности и качества поверхности.
3) Более низкая эффективность производства: не подходит для массового производства.
(2) Литье в металлические формы
Металлическая отливка изготавливается методом литья в металлическую форму.
Преимущества:
1) высокая точность: точность размеров и качество поверхности металла типа высокая, можно получить высокоточные отливки.
2) низкая шероховатость поверхности: поверхность отливки гладкая, не требует слишком много обработки.
3) Высокая эффективность производства: тип металла может быть повторно использован, подходит для массового производства.
Недостатки:
1) высокая стоимость: металлический тип имеет длительный производственный цикл и более высокую стоимость.
2) Плохая адаптируемость: не подходит для производства крупных отливок сложной формы.
3) Легко образуются трещины: теплопроводность металла хорошего типа, быстрое охлаждение, легко образуются трещины.
(3) литье под давлением
Литье под давлением находится под высоким давлением, чтобы выдавить расплавленный металл в отливку и процесс затвердевания.
Преимущества:
1) высокая точность: можно получить высокую точность размеров, низкую шероховатость поверхности отливок.
2) Высокая эффективность производства: подходит для массового производства.
3) высокая прочность: литье плотной организации, высокая прочность.
Недостатки:
1) большие инвестиции в оборудование: машина для литья под давлением стоит дорого.
2) легко получить пористость: из-за высокого давления и высокой скорости заполнения, легко получить пористость.
3) не подходит для производства крупных отливок: рабочее давление машины для литья под давлением ограничено, не подходит для производства крупных отливок.
(4) литье под низким давлением
Литье под низким давлением находится под более низким давлением будет вдавлен в расплавленный металл литья и процесс затвердевания.
Преимущества:
1) более высокая точность: вы можете получить отливки с высокой точностью размеров.
2) меньшая пористость: благодаря более низкой скорости заполнения, уменьшается образование пористости.
3) высокая степень использования металла: простая система заливки, высокая степень использования металла.
Недостатки:
1) Низкая эффективность производства: не подходит для массового производства.
2) Большие инвестиции в оборудование: цена машины для литья под низким давлением выше.
3) Не подходит для производства отливок сложной формы: из-за низкой скорости заполнения легко образуются усадочные отверстия, усадка и другие дефекты.
(5) литье по выплавляемым моделям
Литье по выплавляемым моделям производится из легкоплавких материалов, затем покрывается огнеупорными материалами на форме, после сушки, обжига, форма расплавляется, образуя отливку, процесс заливки.
Преимущества:
1) Высокая точность: можно получить отливки с высокой точностью размеров и низкой шероховатостью поверхности.
2) Сильная адаптивность: могут быть получены отливки различных форм и размеров, особенно отливки сложной формы.
Недостатки:
1) более высокая стоимость: сложность процесса литья по выплавляемым моделям, необходимость расходования большого количества легкоплавких и огнеупорных материалов.
2) Низкая эффективность производства: не подходит для массового производства.
3) сложный процесс: необходимо пройти через несколько процессов нанесения покрытия, сушки, обжига и других, что делает процесс сложным.
Резюме:
При выборе метода литье корпуса редуктора необходимо всесторонне учитывать форму отливки, размер, требования к точности, производственную партию, стоимость и другие факторы, чтобы выбрать наиболее подходящий метод литья.
3. Ключевая технология литье корпуса редуктора
(1) Проектирование процесса литья
1) Формовка и изготовление стержней
Формовка и изготовление стержней — ключевой этап процесса литья. Обычно используются такие методы формовки, как формовка в мокрой песчаной форме и изготовление стержней из смоляной смеси. Формовочная машина для мокрой формовки, например, формовочная машина Z2140 с верхней коробкой вибрации твердого типа, может обеспечить высокую точность формовочной смеси, а машина Z878 с поворотным столом вибрации твердого типа для изготовления сердечника подходит для производства сердечника сложной формы. Для улучшения вентиляционных характеристик сердечника на его поверхности обычно открываются воздушные прорези, а на головке сердечника заделываются отверстия для воздуха.
2) Конструкция системы заливки
Конструкция системы заливки имеет решающее значение для качества отливок. Закрытая система заливки может эффективно предотвратить окисление и разбрызгивание жидкого металла, а также обеспечить плотность внутренней организации отливки. Время заливки обычно рассчитывается в соответствии с весом и структурными характеристиками отливки, чтобы обеспечить плавное заполнение полости жидким металлом.
3) Стояки и отверстия для выхода воздуха
Стояки устанавливаются в самой высокой точке отливки, которые не только играют роль вытяжки и перелива, но и обеспечивают сужение отливки. Установка отверстия для выхода воздуха помогает удалить газ в полости и предотвратить образование дефектов воздушного отверстия. Диаметр выпускного отверстия обычно составляет φ6 мм, оно устанавливается в самой высокой точке отливки и на поверхности раздела.
(2) Контроль параметров процесса
1) Контроль усадки
Величина усадки деталей из серого чугуна обычно составляет от 0,7 до 1 %, на нее влияют химический состав, температура заливки, структура отливки и другие факторы. Для того чтобы обеспечить точность размеров отливки, необходимо предусмотреть соответствующий припуск на обработку в конструкции формы и использовать разумный наклон извлекателя.
2) Припуск на обработку и точность позиционирования
Припуск на обработку отливки должен быть разумно установлен в соответствии с требованиями к обработке и размерами отливки. Как правило, припуск на верхнюю поверхность составляет 4 мм, на нижнюю и боковую — 3 мм, чтобы обеспечить точность позиционирования отливок, обычно используют нижнюю поверхность большого диска в качестве основной поверхности позиционирования, верхнюю сторону двух точек — в качестве вспомогательной поверхности позиционирования.

(3) Контроль качества и предотвращение дефектов
1) Контроль неправильной коробки и деформации
Неправильная коробка и деформация — это распространенные дефекты литье корпуса редуктора коробки передач. Чтобы предотвратить неправильную коробку, вы можете увеличить количество коррекции процесса в задней части метода орхидеи, и в то же время увеличить соответствующее количество коррекции на башне. Для предотвращения деформации можно зарезервировать припуск на шлифование в конструкции сердечника и уточнить его с помощью шлифовальной оснастки.
2) Предотвращение трещин
Трещины являются одним из распространенных дефектов при литье корпуса редуктора, особенно в области окна Lan. Для предотвращения трещин следует избегать ударов молотком по середине фланца при очистке отливки, и в то же время контролировать скорость охлаждения в процессе литья, чтобы уменьшить тепловое напряжение.
4. важность процесса литье корпуса редуктора в реальном автомобильном производстве
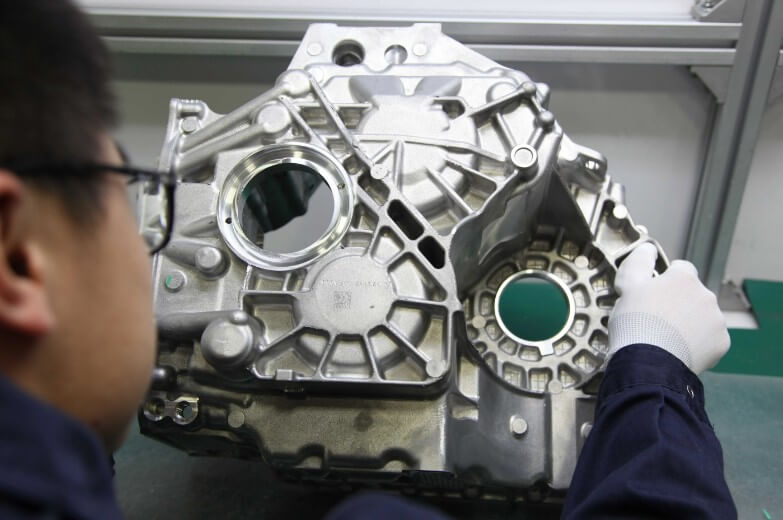
(1) обеспечение точности и стабильности коробки передач:
Корпус коробки передач должен обладать высокой точностью и стабильностью, чтобы обеспечить нормальную работу шестерен и других компонентов внутри коробки передач. Процесс литья может гарантировать, что точность размеров и допуск формы оболочки соответствуют проектным требованиям благодаря точному проектированию и контролю формы. Кроме того, процесс литье корпуса редуктора может повысить прочность и долговечность материала оболочки, чтобы она могла справиться с различными сложными условиями работы.
(2) Улучшение использования материалов и снижение затрат:
Процесс литье корпуса редуктора может использовать текучесть металлической жидкости, материал будет одноразовым формованием для требуемой формы оболочки, уменьшая отходы материалов. Кроме того, процесс литье корпуса редуктора позволяет достичь массового производства, повысить эффективность производства и снизить стоимость единицы продукции. Это означает, что для автопроизводителей он может снизить производственные затраты и повысить конкурентоспособность на рынке при условии обеспечения качества продукции.
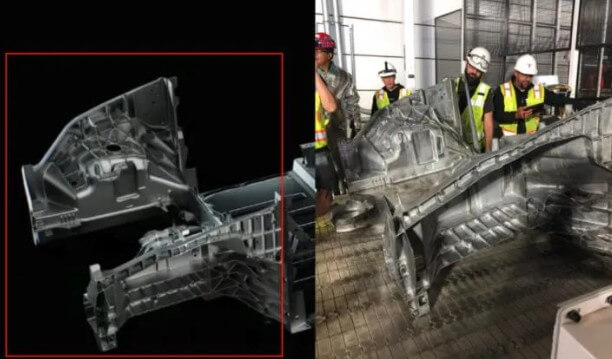
(3) Для удовлетворения требований к легкости и производительности:
С развитием автомобильной промышленности легкий вес стал одной из важных тенденций в автомобильном дизайне. Процесс литье корпуса редуктора может достичь легкого веса корпуса путем выбора легких материалов сплава, таких как алюминиевый сплав, магниевый сплав и так далее. В то же время, процесс литье корпуса редуктора может также оптимизировать структуру оболочки и процесс термообработки, улучшить прочность и жесткость оболочки, чтобы удовлетворить требования к производительности коробки передач в различных рабочих условиях.
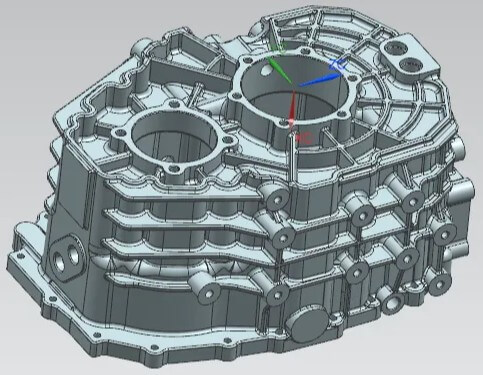
(4) Адаптация к сложной структуре и интеграции функций:
Оболочка коробки передач обычно имеет сложную внутреннюю структуру и множество функциональных интеграций, таких как масляные каналы, водные пути, места установки датчиков и так далее. Процесс литье корпуса редуктора может достичь интеграции этих сложных структур, уменьшить количество деталей и процессов сборки, упростить производственный процесс. Кроме того, процесс литье корпуса редуктора может также обеспечить локальное усиление и охлаждение корпуса путем встраивания охлаждающих труб в форму и т. д., чтобы повысить эффективность и надежность трансмиссии.

5.Заключение
Вкратце, литье корпуса редуктора при выборе технологических методов и ключевой технологии проектирования должно учитывать множество факторов, но также из-за своей сложности, поэтому процесс литье корпуса редуктора играет важную роль в реальном производстве автомобилей. В будущем, благодаря постоянной оптимизации и инновациям в процессе литья, характеристики и надежность коробки передач будут значительно улучшены, производственные затраты снижены, а развитие автомобильной промышленности будет способствовать.


