
Глубокий анализ и применение процесса точного литья под давлением
1.Обзор процесса Литье под давлением
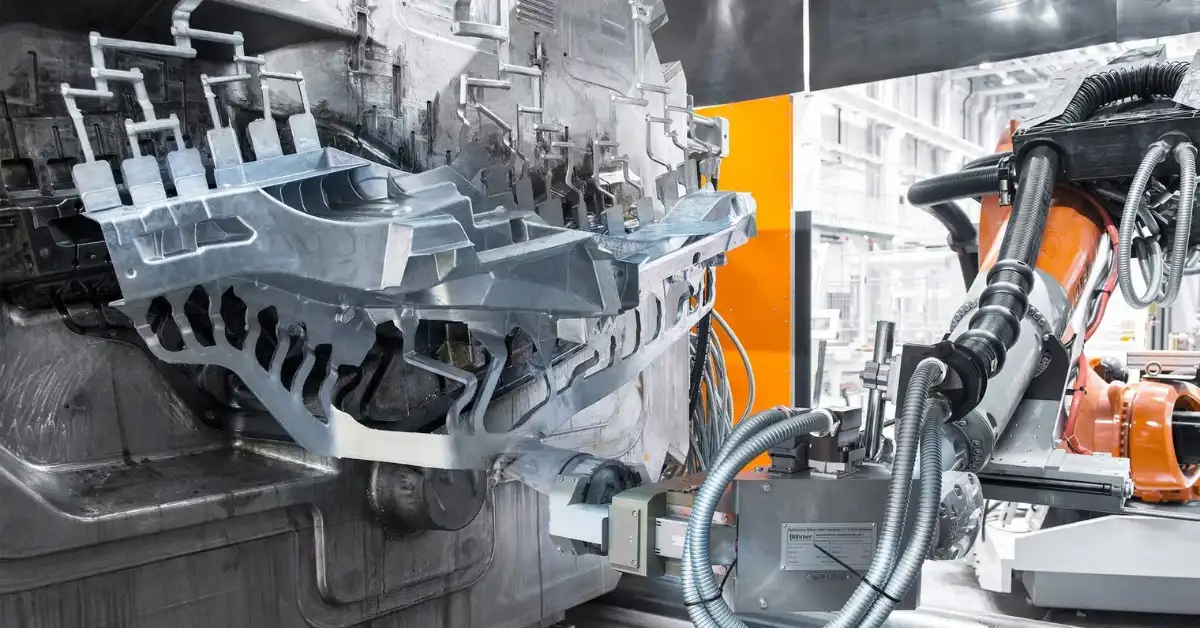
Процесс литье под давлением как важный производственный процесс, в промышленной сфере, особенно для высокоточных деталей, имеет строгие требования промышленности занимает важное место. Процесс литье под давлением в основном под действием высокого давления, жидкий металл в форму, так что для создания сложной формы, точного размера и гладкой поверхности деталей.
2.Основные компоненты процесса Литье под давлением
1.литейные формы: изготавливаются из высококачественной стали или алюминия, способны выдерживать экстремальные давления и температуры, возникающие в процессе литья. Форма разделена на две половины — крышку и верхнюю часть.
2.система впрыска: включает в себя механизм впрыска и камеру, расплавленный металл втягивается и нагревается, а затем впрыскивается в форму под регулируемым давлением с помощью быстродействующей гидравлической или электрической системы.
3.система нагрева и охлаждения: необходим контроль температуры. Система нагрева поддерживает оптимальную температуру металла при заливке на уровне 700-800°C, а охлаждающие каналы внутри формы помогают быстро отводить тепло после впрыска, способствуя застыванию.
4.система выталкивателей: состоящая из штифтов и пластин, система выталкивателей обеспечивает неразрушающее удаление готовой детали после охлаждения и полного затвердевания отливки, сокращая время цикла и повышая производительность.
5.металлический сплав: характеристики отливки зависят от используемого сплава. Обычно используются сплавы меди, цинка, магния и алюминия, которые выбираются в зависимости от уровня механических свойств и коррозионной стойкости, необходимых для конкретного применения.
6.оборудование для контроля качества: для проверки соответствия литых деталей строгим требованиям к качеству используются средства контроля, состоящие из координатно-измерительных машин (КИМ) и методов неразрушающего контроля (НДК).
3.Преимущества процесса литье под давлением
1.Высокая точность и сложные формы: литье под давлением способно воспроизводить сложные формы с чрезвычайно высокой точностью, а используемые стальные формы выдерживают тысячи циклов, обеспечивая стабильность размеров в крупномасштабных производственных процессах. Допуски могут достигать ±0,1 мм, что позволяет удовлетворить потребности в сложных конструкторских решениях.
2.превосходное качество обработки поверхности: качество обработки поверхности обычно сравнимо с обработанными деталями, а минимальная средняя шероховатость (Ra) составляет 0,8 мкм, что снижает необходимость в последующей обработке, уменьшает затраты и сокращает время производства.
3.высокая эффективность использования материала: по сравнению с традиционной технологией литья, литье под давлением может уменьшить образование лома, расплавленный металл в контролируемых условиях в форму, заполнить все пространство, коэффициент использования может достигать более 90%, более экологически чистый.
4.высокая эффективность производства: высокий потенциал пропускной способности, подходит для крупномасштабного промышленного массового производства в единицу времени, детали иногда могут быть завершены в течение нескольких минут, сократить время доставки и ускорить процесс цепочки поставок.

4.Как добиться высокого качества литье под давлением?
(i) Обеспечение точности размеров и чистоты поверхности
Для достижения высокой точности размеров и хорошего качества поверхности отливок под давлением необходимо контролировать ряд факторов. К ним относятся поддержание правильной температуры расплавленного металла и формы, точное время впрыска во избежание турбулентности, проектирование однородной формы для устранения отклонений, регулярное обслуживание формы и тщательный контроль качества на протяжении всего процесса литья. Выбор правильного сплава также влияет на конечное качество поверхности и размерную целостность отливки.
(ii) Решение проблемы пористости и других распространенных проблем
Пористость является распространенным дефектом литье под давлением, и ее можно устранить следующими методами:
- оптимизация динамики заливки: использование программного обеспечения для моделирования с целью прогнозирования характера течения в форме, выявление потенциальных воздушных ловушек и изменение системы заливки для снижения риска возникновения турбулентности и улучшения течения.
- контроль температуры металла: поддержание нужной температуры расплавленного металла на этапе заливки снижает вероятность захвата газа.
- улучшение условий вакуума: применение методов литья под вакуумом для устранения воздушных карманов в форме и уменьшения пористости.
- выбор подходящих материалов: уменьшение растворимости газов в сплаве и снижение склонности к пористости.
- регулярное обслуживание и проверка: постоянно проверяйте и обслуживайте форму, чтобы предотвратить дефекты и обеспечить наилучшее состояние формы.

5.Как добиться высоких результатов, используя услуги литье под давлением
1.внедрение передовых технологий: применение автоматизации и передовых технологий, таких как компьютерное числовое управление (ЧПУ) и роботизированная обработка, для повышения точности, снижения ошибок персонала и увеличения производительности.
2.акцент на оптимизацию конструкции: использование инструментов анализа конечных элементов (FEA) на стадии проектирования для моделирования динамики потока, выявления возможных дефектов и достижения эффективного дизайна для получения превосходных результатов литья.
3.внедрение устойчивых практик: внедрение устойчивых практик в литье под давлением, таких как использование переработанных материалов и энергосберегающих методов, которые защищают окружающую среду и являются экономически эффективными.
6.литье под давлением приносит наибольшую пользу отрасли
(i) Автомобильная промышленность
Автомобильная промышленность широко использует литье под давлением для производства высокоточных деталей, таких как блоки двигателей, корпуса трансмиссий, компоненты подвески, внутренняя и внешняя отделка, теплообменники и т.д., для обеспечения прочности, долговечности, легкости и эстетичности автомобильных компонентов и повышения общей мощности двигателя.

(ii) Электронная и телекоммуникационная промышленность
В электронной и телекоммуникационной промышленности литье под давлением используется для производства высокопроизводительных и сложных легких компонентов, таких как корпуса, радиаторы, разъемы и кожухи для печатных плат, которые защищают чувствительное электронное оборудование, улучшают теплоотвод, обеспечивают надежные соединения и поддерживают печатные платы для повышения надежности оборудования.


