

Линейная усадка отливок: понимание и применение
В процессе литья отливки переходят из жидкого состояния в твердое, и этот процесс сопровождается уменьшением объема, так называемым явлением усадки. Линейная усадка отливок является важным параметром, описывающим это явление, которое непосредственно влияет на точность размеров и конечные характеристики отливок. В этой статье мы подробно рассмотрим понятие линейная усадка отливок, влияющие факторы, методы контроля и общие проблемы стратегии решения.
В процессе литья отливки переходят из жидкого состояния в твердое, и этот процесс сопровождается уменьшением объема, так называемым явлением усадки.
1. Что такое линейная усадка отливок?
Линейная усадка отливок относится к отливке в процессе затвердевания и охлаждения, размер ее различных частей уменьшается в процентном отношении. В частности, это литье от начальной температуры линейной усадки охлаждается до комнатной температуры, в направлении длины усадки и исходной длины соотношение, обычно выраженное в процентах. Этот параметр необходим для контроля точности размеров и геометрии отливки.
2. Процесс усадки отливок
Процесс усадки отливок можно разделить на три стадии: жидкая усадка, усадка при затвердевании и усадка в твердом состоянии. Каждая стадия имеет свои характеристики усадки и влияющие факторы.

(1) Жидкая усадка:
Охлаждение от температуры заливки до температуры начала затвердевания в процессе уменьшения объема сплава. На эту стадию усадки в основном влияют тип сплава и температура заливки.
(2) Усадка при затвердевании:
Уменьшение объема сплава в результате фазового перехода от начала затвердевания к концу затвердевания. Усадка на этой стадии тесно связана с характеристиками затвердевания сплава и способом затвердевания (послойное затвердевание или объемное затвердевание).
(3) Усадка в твердом состоянии:
После окончания затвердевания отливка продолжает охлаждаться до комнатной температуры в процессе уменьшения объема. Эта стадия сокращения в основном влияет на конечный размер и форму отливки, является формированием литейного напряжения, деформации и растрескивания основной причиной.
3. факторы, влияющие на линейная усадка отливок
На линейная усадка отливок влияет целый ряд факторов, включая природу сплава, условия заливки, условия литья и конструкцию отливки.
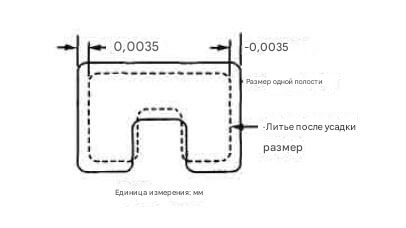
Изменение размеров отливок из цинкового сплава после усадки
(1) Природа сплава:
Существуют значительные различия в линейной усадке различных сплавов. Например, линейная усадка серого чугуна обычно составляет 0,7-1,0 %, в то время как линейная усадка углеродистой стали — 1,3-2,0 %. Это объясняется различиями в атомной структуре и физических свойствах различных сплавов, что приводит к различиям в их усадочных характеристиках.
(2) Условия заливки:
Температура и скорость заливки непосредственно влияют на скорость охлаждения и процесс затвердевания отливок, тем самым влияя на скорость усадки. Более высокая температура заливки приведет к большей усадке жидкости, в то время как более низкая скорость заливки способствует снижению усадочного напряжения в процессе затвердевания.
(3) Условия литья:
Материал отливки и температура предварительного нагрева влияют на скорость охлаждения и режим затвердевания отливки. Например, металлическое литье имеет более высокую скорость охлаждения, чем литье в песчаные формы, что приводит к большей усадке. Кроме того, проницаемость и уступчивость литейной формы также влияют на усадку отливки.
(4) Конструкция отливки:
Размер, форма и структурная сложность отливки влияют на градиент температуры и распределение напряжений в процессе охлаждения, что, в свою очередь, влияет на скорость усадки. Отливки со сложной структурой более подвержены дефектам, вызванным неравномерной усадкой, таким как усадочные отверстия, усадочное ослабление и трещины, из-за неравномерного охлаждения.
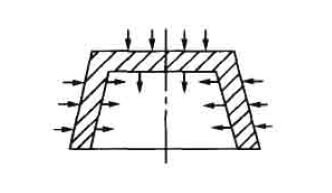
направление усадки
4. Расчет и измерение линейная усадка отливок
Расчет линейной усадки обычно выполняется по следующей формуле:
E = (L (форма) — L (отливка)) / L (отливка) * 100%.
Где E — линейная усадка, L (форма) — размер формы, L (отливка) — размер отливки.
Существуют различные методы измерения линейная усадка отливок, включая прямое измерение и косвенное измерение. Метод прямого измерения заключается в расчете скорости усадки путем измерения изменений размеров отливки при различных температурах, при этом обычно используются штангенциркули и микрометры. Косвенные измерения используются для определения усадки путем измерения разницы в размерах между формой и отливкой. Кроме того, высокоточные измерения размеров отливок могут быть выполнены с помощью технологии трехмерного сканирования, что повышает точность и надежность измерений.
5. методы контроля линейная усадка отливок
Для того чтобы уменьшить негативные последствия линейная усадка отливок, можно использовать следующие методы контроля:
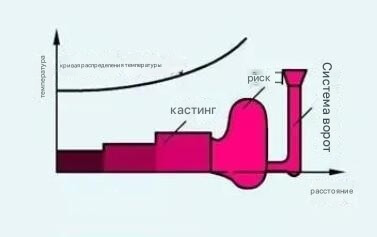
Использование стояка
(1) Использование стояков и холодных утюгов:
Разумная установка стояков и холодных утюгов может регулировать последовательность затвердевания и скорость охлаждения отливок, тем самым уменьшая образование усадочных отверстий и усадочного рыхления. Стояки в основном используются для восполнения объемной усадки отливки во время затвердевания, а холодный утюг используется для ускорения местного охлаждения и уменьшения горячих швов.
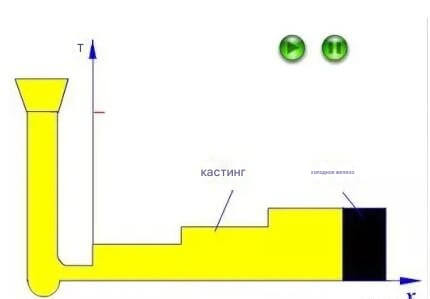
Использование холодного железа
(2) Контролируйте температуру и скорость заливки:
Соответствующее снижение температуры заливки может уменьшить усадку жидкости, а контроль скорости заливки может улучшить процесс заполнения и затвердевания отливки и уменьшить усадочное напряжение.
(3) Оптимизируйте конструкцию отливки:
Упростите структуру отливки, уменьшите толстое и большое поперечное сечение и сложную геометрию, что может уменьшить градиент температуры и концентрацию напряжений в процессе охлаждения, тем самым снижая скорость усадки. Кроме того, разумная настройка толщины стенок отливки и переходной галтели также может уменьшить дефекты, вызванные неравномерной усадкой.
(4) Используйте сплавы с низкой усадкой:
Выбор сплавов с низкой усадкой может радикально уменьшить размерные изменения отливок. Например, серый чугун с высоким содержанием кремния имеет низкую степень усадки и подходит для отливок с высокими требованиями к точности размеров.
6. стратегии решения распространенных проблем
Усадка, ослабление и растрескивание — распространенные проблемы, связанные с линейная усадка отливок в процессе литья. Понимание причин этих проблем и принятие соответствующих контрмер является ключом к повышению качества отливок.

(1) Усадка и ослабление:
В основном это вызвано тем, что жидкая усадка и усадка при затвердевании сплава больше, чем усадка в твердом состоянии, и часть отливки, которая затвердевает в конце, не компенсирует усадку в достаточной степени. Разумная установка стояков и холодных утюгов, оптимизация системы заливки и структуры отливки позволяют эффективно снизить образование усадочных отверстий и усадку. Кроме того, использование принципа последовательного затвердевания, при котором отливка, начиная с части, удаленной от стояков, постепенно затвердевает в направлении стояков, также может улучшить эффект усадки.
(2) Трещины в отливках:
Отливки в процессе охлаждения, из-за ограничений на сокращение, легко производят напряжение, когда напряжение превышает предел прочности сплава, образуются трещины. Напряжение схватывания можно уменьшить, контролируя температуру заливки и скорость охлаждения, а также уменьшая разницу температур внутри и снаружи отливки. Кроме того, оптимизация конструкции отливки и уменьшение участков концентрации напряжений также могут эффективно предотвратить появление трещин.
7.Резюме
Линейная усадка отливок: понимание и применениеинейная усадка отливок является важнейшим параметром в процессе литья, который непосредственно влияет на точность размеров и эксплуатационные характеристики отливок. Благодаря глубокому пониманию факторов, влияющих на линейная усадка отливок, и принятию эффективных мер контроля можно значительно повысить качество отливок и эффективность производства. В реальном производстве для достижения наилучшего эффекта управления необходимо всесторонне учитывать множество факторов.


