

Дефекты литья: внешний вид, причины, решения
Процесс литья является важнейшей частью производственной индустрии и широко используется во многих областях, таких как автомобилестроение, машиностроение, аэрокосмическая промышленность и другие. Однако из-за сложности процесса литья существует множество факторов, влияющих на качество отливок, что часто приводит к появлению различных Дефекты литья. Эти дефекты не только влияют на внешний вид отливки, но и могут оказывать существенное влияние на ее механические свойства, долговечность и другие ключевые характеристики. В этой статье мы подробно рассмотрим распространенные виды Дефекты литья, их внешний вид, причины и соответствующие решения.
1. распространенные дефекты литья: пористость
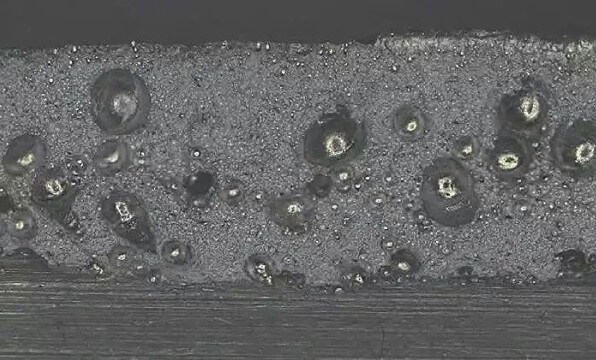
Пористость — это наличие в отливке внутренних или поверхностных отверстий разного размера, в основном из-за выделения газа в процессе затвердевания жидкого металла или песка, при этом газ не может выйти и образоваться.
(1) Внешний вид
Внешний вид поверхности отливки или внутреннее наличие круглых, овальных или иглообразных отверстий, различных размеров и количества.
(2) Причины
1) Содержание газа в металлической жидкости слишком высоко:
металлическая жидкость в процессе плавления легко поглощает газы, такие как водород, азот и т.д., эти газы в процессе затвердевания металлической жидкости слишком поздно выходят, образуя поры.
2) Плохая проницаемость отливки:
плохая проницаемость отливки приведет к тому, что металлическая жидкость в газе не может быть выведена плавно, таким образом, образуется пористость.
3) дизайн системы заливки не является разумным:
дизайн системы заливки не является разумным приведет к тому, что поток жидкого металла не является гладким, легко производить вихревые токи, вовлеченные в газ, образование пористости.
(3) Решения
1) Уменьшить содержание газа в металлической жидкости:
принять меры по уменьшению всасывания металлической жидкости в процессе плавки, например, использовать вакуумную плавку, плавку с защитой инертным газом.
2) Улучшить проницаемость отливки:
добавить проницаемые материалы, такие как перлит, кизельгур и т.д., для улучшения проницаемости отливки в процессе производства отливки.
3) Оптимизация конструкции системы заливки:
разумная конструкция системы заливки, чтобы избежать плохого потока жидкого металла, уменьшить вихревые токи и явление газа в валке.
2. два распространенных Дефекты литья: усадочные отверстия и усадочная сосна
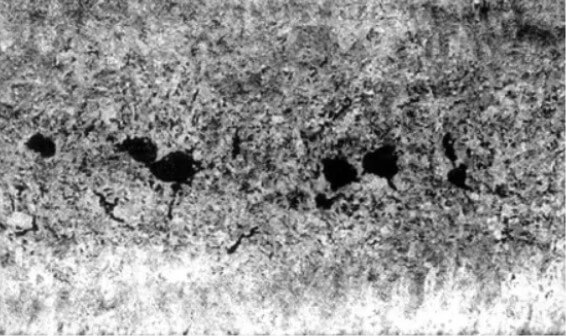
Усадка и усадка происходит из-за затвердевания жидкого металла, объем которого сокращается, не дополняется своевременно и образуются отверстия.
(1) внешний вид
Внешний вид усадки проявляется в том, что на поверхности отливки или внутри присутствуют отверстия, неправильная форма, четкие контуры. Усадка проявляется в отливке внутренним наличием мелких пор, губчатостью.
(2) Причины
1) Нерациональное проектирование структуры отливки:
структура отливки слишком сложная, неравномерная по толщине, легко образуются горячие швы, что приводит к усадке и усушке.
2) Нерациональная конструкция системы заливки:
нерациональная конструкция системы заливки приводит к нерациональному порядку заполнения жидкого металла, плохому заполнению и усадке каналов, что легко приводит к образованию усадочных отверстий и ослаблению усадки.
3) Слишком быстрая скорость охлаждения:
слишком быстрая скорость охлаждения, что приводит к увеличению внутреннего напряжения в отливке и легко приводит к усадке и ослаблению.
(3) Решения
1) Оптимизация конструкции отливки:
разумная конструкция отливки позволяет избежать неравномерной толщины и уменьшить количество горячих швов.
2) Оптимизация конструкции системы заливки:
разумно спроектируйте систему заливки, чтобы последовательность заливки жидкого металла была разумной, а канал усадки — гладким.
3) Контроль скорости охлаждения:
разумный контроль скорости охлаждения, чтобы избежать слишком быстрой скорости охлаждения.
3 распространенных Дефекты литья: шлаковое отверстие
Шлак отверстие связано с шлаком в жидком металле не может быть эффективно исключены, остаточные в литье или поверхности отверстия образуются.
(1) внешний вид
Внешний вид шлаковых отверстий на поверхности отливки или наличие отверстий неправильной формы в пределах глубины неглубоких, гладкая поверхность внутри отверстия и имеют блеск, цвет.

(2) Причины
(1) Низкое качество формовочной смеси и стержневой смеси: если прочность и проницаемость формовочной смеси и стержневой смеси низкие, то в отливках легко образуются шлаковые отверстия.
(2) Нерациональная конструкция системы заливки: если система заливки спроектирована неправильно, это приведет к нестабильному потоку металлической жидкости, в которую легко попадают газы и включения и образуются шлаковые отверстия.
(3) Неправильный процесс плавления и заливки: слишком высокая температура плавления или слишком высокая скорость заливки, в результате чего включения в металлической жидкости не могут быть полностью подняты и исключены, что приводит к образованию шлаковых отверстий в отливках.
(3) Решения
1) Улучшить качество формовочной и стержневой смеси:
выбрать высококачественную формовочную и стержневую смесь, строго контролировать их соотношение и производительность.
2) Оптимизация конструкции системы заливки:
разумно спроектируйте систему заливки, чтобы избежать слишком турбулентного потока жидкого металла и обеспечить полное всплытие и исключение включений.
3) Улучшить процесс плавления и заливки:
контролировать температуру плавления, избегать слишком высоких значений; контролировать скорость заливки, чтобы жидкий металл плавно перетекал в полость.
4. четыре распространенных Дефекты литья: липкий песок
Липкий песок — это слой песка, прилипший к поверхности отливки, что приводит к шероховатости поверхности.
(1) Внешний вид
Липкий песок обычно прилипает к поверхности отливки слоем песчаных частиц, которые трудно удалить, этот слой песчаных частиц и поверхность отливки образуют механически смешанный адгезионный слой, иногда также известный как «железный песок».

(2) Причины
1) Тугоплавкость песка не высока:
тугоплавкость песка не высока легко плавится под действием высокой температуры металлической жидкости, и металлическая жидкость химически реагирует, образуя дефекты литья липкий песок.
2) Слишком высокая температура заливки:
слишком высокая температура заливки усугубляет эрозию металлической жидкости на песке, увеличивая возможность налипания песка.
3) Низкое качество краски:
низкое качество краски не может эффективно изолировать металлическую жидкость и песок, что также приведет к налипанию песка.
(3) Решения:
1) Улучшить огнеупорность формовочной смеси:
выбирайте формовочную смесь с высокой огнеупорностью, например, цирконовую и оливиновую.
2) Контроль температуры заливки:
разумный контроль температуры заливки, чтобы избежать слишком высокой температуры.
3) Выбор высококачественной краски:
выберите высококачественную краску, улучшите огнеупорность и эффект изоляции краски.
5. пять распространенных Дефекты литья: холодная сегрегация
Холодная сегрегация — это зазор или впадина на поверхности отливки, которая не полностью интегрирована, обычно из-за плохой текучести жидкого металла или перерывов в заливке.
(1) внешний вид
Холодная сегрегация выглядит так: на поверхности отливки не полностью интегрированный зазор, неправильная форма, закругленные края.

(2) Причины
1) Слишком низкая температура заливки:
слишком низкая температура заливки приводит к плохой текучести жидкого металла, что легко приводит к холодному расслоению.
2) Слишком медленная скорость заливки:
слишком медленная скорость заливки приведет к преждевременному застыванию жидкого металла в процессе заливки, что приведет к холодной сегрегации.
3) Слишком низкая температура заливки:
слишком низкая температура заливки снижает текучесть жидкого металла, увеличивая вероятность холодной сегрегации и подливки.
(3) Решение:
1) увеличить температуру заливки:
разумное увеличение температуры заливки, чтобы обеспечить хорошую текучесть жидкого металла.
2) Ускорить скорость заливки:
разумно увеличить скорость заливки, чтобы гарантировать, что жидкий металл в затвердевании полости перед заполнением.
3) Улучшите температуру литья:
предварительно нагрейте отливку перед заливкой, улучшите температуру литья.
6 распространенных Дефекты литья : трещины
Трещины — это отливки в процессе охлаждения из-за концентрации напряжений и явления растрескивания.
(1) внешний вид
Внешний вид поверхности отливки или внутренних трещин, неправильная форма, длина и ширина.

(2) Причины
1) Неправильный состав сплава:
слишком высокое содержание железа или слишком низкое содержание кремния в сплаве, или слишком высокое содержание вредных примесей, снижает пластичность сплава и увеличивает риск появления трещин Дефекты литья.
2) Слишком низкая температура формы:
слишком низкая температура формы приведет к тому, что скорость охлаждения отливки будет слишком быстрой, что приведет к возникновению теплового напряжения, провоцирующего появление трещин.
3) Конструкция отливки неразумна:
отливка стены есть резкие изменения в месте, сокращение блокируется, острые углы формирования стресса, легко производить трещины.
4) Время удержания и метод выталкивания не подходят:
время удержания формы слишком велико или сила выталкивания неравномерна, это приведет к увеличению внутреннего напряжения в отливке, что приведет к трещинам.
(3) Решения
1) Контролируйте состав сплава:
контролируйте состав сплава в строгом соответствии со стандартом, при необходимости добавляйте чистый алюминиевый слиток или промежуточный алюминиево-кремниевый сплав для корректировки соотношения состава.
2) Улучшить структуру отливки:
увеличить скругленные углы, увеличить наклон формы, уменьшить разницу в толщине стенок, чтобы избежать концентрации напряжений.
3) Отрегулируйте температуру формы:
поддерживайте стабильную температуру формы, избегайте слишком низких температур.
4) Оптимизируйте процесс выталкивания:
измените или увеличьте положение выталкивателя, чтобы сила выталкивания была равномерной, сократите время открытия формы и извлечения ядра.
7. семь распространенных Дефекты литья: песок
Песок — это литейная поверхность металлических чешуйчатых выступов, выступов и отливок между слоем песка.
(1) внешний вид
Внешний вид песка обычно включает в себя литейную поверхность рубцовоподобных металлических выступов, эти выступы поверхность шероховатая, острые края, небольшая часть металла и тела отливки связана с рубцовоподобными выступами и песком песка между отливками.

(2) Причины
1) недостаточная прочность песка:
недостаточная прочность песка легко деформируется или разрушается под давлением жидкого металла дефекты литья, в результате чего песок.
2) Слишком высокая скорость заливки:
слишком высокая скорость заливки приводит к тому, что жидкий металл на песке усиливает эффект размыва, увеличивая вероятность образования песка.
3) Нерациональная конструкция формы для литья:
нерациональная конструкция формы для литья, например, неправильный выбор поверхности раздела, легко приведет к захвату песка.
(3) Решения:
1) Повысить прочность песка:
добавить соответствующее количество связующего вещества в песок, например, глину, водяное стекло и т.д., чтобы повысить прочность песка.
2) Контроль скорости заливки:
разумный контроль скорости заливки, чтобы избежать чрезмерной скорости.
3) Оптимизация конструкции отливки:
разумно выбирайте поверхность раздела, избегайте установки поверхности раздела в важных частях отливки.
8. Заключение
Дефекты литья являются результатом комбинации факторов, для решения этих проблем необходимо начать с проектирования, процесса, материалов и других аспектов. Благодаря постоянной оптимизации и совершенствованию процесса литья, строгому контролю качества каждого звена, чтобы эффективно сократить Дефекты литья, улучшить качество и эксплуатационные характеристики отливок.
Если вы ищете опытного производителя отливок, Lvxun — ваш идеальный выбор. Команда Lvxun обладает богатым опытом устранения Дефекты литья и техническими талантами, позволяющими обеспечить идеальное высококачественное литье. Если вам требуется дополнительная информация или обсудить ваши потребности с нами, пожалуйста, свяжитесь с нами.


