

алюминиевого литья по выплавляемым моделям: анализ технических моментов
Алюминиевого литья по выплавляемым моделям, являясь неотъемлемой частью современной промышленности, широко используется в различных областях, обладая при этом уникальными преимуществами. Поэтому в этой статье мы вместе с вами рассмотрим технические детали и технические моменты алюминиевого литья по выплавляемым моделям.
1.Определение и применение алюминиевого литья по выплавляемым моделям
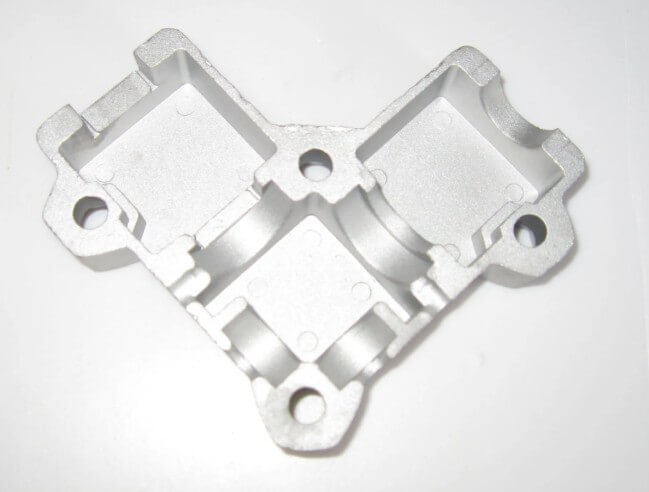
Алюминиевого литья по выплавляемым моделям — это высокоточный процесс литья металла. Процесс начинается с изготовления модели с использованием воска, который затем покрывается несколькими слоями огнеупорного материала для формирования оболочки. После затвердевания и высыхания восковая модель расплавляется и теряется при нагревании, в итоге образуя полость с пустой оболочкой. В этот момент жидкий алюминиевый сплав впрыскивается в полость, охлаждается и застывает, чтобы получить желаемую отливку. Этот процесс находит широкое применение в аэрокосмической, автомобильной промышленности и производстве высокоточных приборов, особенно при изготовлении сложных по структуре деталей из алюминиевого сплава с отличными эксплуатационными характеристиками.
2.Обзор процесса алюминиевого литья по выплавляемым моделям
Основной технологический процесс алюминиевого литья по выплавляемым моделям включает в себя следующие этапы:
(1) Изготовление пресс-формы:
Прежде всего, необходимо изготовить форму для литья, которая обычно изготавливается по точной модели из легкоплавкого материала, такого как воск или пластик. Восковая форма должна быть изготовлена с помощью высокоточного пресса (пресс-формы), чтобы обеспечить точность размеров и чистоту поверхности расплавленной формы.
(2) Изготовление оболочки:
Поверхность изготовленной формы покрывается несколькими слоями огнеупорного материала, а после нанесения каждого слоя на него посыпается песок или порошок, который затем высушивается и затвердевает, образуя многослойную оболочку. Обычно используются такие огнеупорные материалы, как кварцевый песок, циркониевый песок и т.д., а в качестве связующего используются кремнеземный раствор и этилсиликат.
(3) Форма для расплавленного воска:
Изготовленная оболочка нагревается так, что восковая форма плавится и вытекает, образуя полость. Этот процесс требует контроля температуры и времени, чтобы гарантировать, что восковая форма полностью растечется и оболочка не будет повреждена.
(4) Запекание и заливка:
Оболочки обжигаются при высоких температурах для удаления остатков воска и влаги, а также для повышения прочности и термостойкости оболочек. После запекания оболочка готова к заливке алюминиевой жидкости.

(5) Охлаждение и очистка:
После заливки отливки необходимо охладить до комнатной температуры, а затем снять оболочку и провести необходимую очистку и термообработку для получения конечного продукта.
3. Выбор материала для алюминиевого литья по выплавляемым моделям
Выбор материала для алюминиевого литья по выплавляемым моделям требует учета нескольких факторов, ниже приведены некоторые ключевые моменты и предложения:
(1) Выбор алюминиевого материала
При алюминиевого литья по выплавляемым моделям обычно используются такие виды алюминиевых сплавов, как A356, ZL101A и ZL114A. Эти сплавы обладают хорошими литейными свойствами, высокой прочностью и отличной коррозионной стойкостью. Сплав A356 широко используется в аэрокосмической и автомобильной промышленности благодаря хорошей текучести и устойчивости к термическому растрескиванию; сплав ZL101A широко применяется при производстве высоконагруженных механических деталей благодаря высокой прочности и вязкости; а сплав ZL114A широко используется в высокотехнологичном производстве благодаря своим отличным универсальным характеристикам.
Учитывайте чистоту алюминия, разная чистота алюминия оказывает значительное влияние на механические свойства и качество поверхности отливок.
(2) Выбор материала пресс-формы
1) Материал формы на основе воска:
Парафиновый воск, микрокристаллический воск и т.д. обычно используются для изготовления восковых форм с хорошей текучестью и формуемостью.
2) Материал для форм на основе смолы:
Такие, как полистирол и эпоксидная смола, обладают высокой прочностью и стабильностью размеров, подходят для точного литья.
3) Полимерный формовочный материал:
Такие как полиэтилен и полипропилен, с лучшей термостойкостью и химической стабильностью.
(3) материалы для оболочки
1) огнеупорные материалы:
Такие как кварцевый песок, циркониевый песок и высокоглиноземистый песок, используемые для изготовления оболочки типа, обеспечивающие необходимую высокотемпературную прочность и термическую стабильность.
2) Связующее вещество:
Такие как кремнеземный раствор, водное стекло и керамический клей, используемые для скрепления огнеупорных материалов в оболочки.
3) Материалы для распределения песка:
Например, алюминиевая пудра, кремнежелезистый порошок и т.д., используемые для улучшения свойств теплового расширения оболочки.
(4) Вспомогательные материалы
1) Средство для освобождения формы:
Используется для уменьшения трения между отливкой и формой, чтобы облегчить освобождение формы.
2) Рафинирующий агент:
Используется для удаления газа и включений в алюминиевой жидкости и улучшения качества отливок.
3) Метаморфический агент:
Используется для улучшения микроструктуры алюминиевого сплава и повышения его механических свойств.

Резюме:
Выбор подходящих материалов — один из ключевых моментов успеха алюминиевого литья по выплавляемым моделям, который требует всестороннего учета характеристик изделия, эффективности производства, стоимости и других факторов. В то же время выбор материалов должен быть согласован с процессом литья, чтобы обеспечить качество отливок и эффективность производства.
4.Алюминиевого литья по выплавляемым моделям в факторах, влияющих на производительность материала
Алюминиевого литья по выплавляемым моделям — это процесс точного литья, который широко используется в авиационной, автомобильной и электронной промышленности. Однако в процессе алюминиевого литья по выплавляемым моделям ряд факторов может повлиять на свойства конечного материала. Вот несколько ключевых влияющих факторов:
(1) Химический состав:
Различные элементы в алюминиевых сплавах, такие как кремний, медь, магний и железо, оказывают значительное влияние на свойства материала. Например, кремний может улучшить текучесть, но может снизить производительность резки; медь может улучшить механические свойства, но может снизить коррозионную стойкость. Поэтому строгий контроль химического состава необходим для обеспечения эксплуатационных характеристик материала.
(2) Процесс плавления:
Контроль температуры и удаление примесей в процессе плавки оказывают непосредственное влияние на характеристики алюминиевого сплава. Слишком высокая температура может привести к выгоранию легирующих элементов, а слишком низкая температура может помешать эффективному удалению примесей. Кроме того, эффективная дегазация может уменьшить пористость в отливках и улучшить свойства материала.
(3) Параметры процесса литья:
Включают температуру заливки, температуру формы, скорость впрыска при сжатии и так далее. Слишком высокая или слишком низкая температура заливки приведет к дефектам литья, таким как холодная сегрегация, пористость и так далее. Контроль температуры формы также очень важен, соответствующий предварительный нагрев может уменьшить тепловой стресс и предотвратить деформацию отливки. Слишком быстрая или слишком медленная скорость впрыска давления также влияет на плотность отливки и качество поверхности.
(4) Дизайн пресс-формы:
Конструкция и точность изготовления формы напрямую влияют на точность размеров и качество поверхности отливок. Разумная конструкция системы заливки и системы выпуска может обеспечить плавное заполнение формы жидким металлом, уменьшить пористость, недоливы и другие дефекты.
(5) Процесс последующей обработки:
Включает в себя термическую обработку, обработку поверхности и т.д. Соответствующая термическая обработка может улучшить механические свойства алюминиевого сплава и устранить внутреннее напряжение. А обработка поверхности может улучшить коррозионную стойкость и эстетический вид отливок.
5. анализ преимуществ и недостатков алюминиевого литья по выплавляемым моделям
(1) Преимущества
1) Высокая точность:
Алюминиевого литья по выплавляемым моделям моделям позволяет достичь высокой точности размеров и низкой шероховатости поверхности, обычно уровень допуска размера до CT4CT7, шероховатость Ra до 6.31.6μm, что снижает необходимость в механической обработке.
2) Сложная форма:
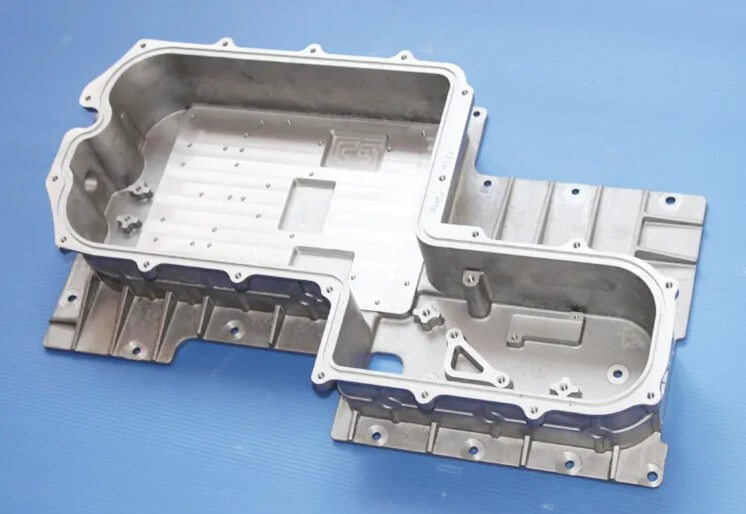
Подходит для производства отливок сложной формы, которые трудно поддаются механической обработке, например, отливки с мелкими канавками и изогнутыми мелкими отверстиями.
3) Широкий диапазон материалов:
Практически неограничен по материалам сплавов, подходит для всех видов алюминиевых сплавов, включая высокоплавкие и труднообрабатываемые высоколегированные стали.
4)Высокая гибкость:
Алюминиевого литья по выплавляемым моделям подходит как для массового производства, так и для мелкосерийного или даже штучного производства, с высокой гибкостью производства.
(2) недостатки
1) сложность процесса:
Производственный процесс более сложный, включает в себя несколько этапов, таких как прессование восковых форм, формирование форм, ремонт форм, покрытие и подвеска и т.д., что приводит к более высоким производственным затратам.
2) Ограничение по количеству отливок:
Из-за легкого размягчения восковых форм и ограниченной прочности оболочки они не подходят для производства крупных отливок, а размер и вес отливок ограничены.
3) Риск дефектов:
Поверхностные и внутренние дефекты, такие как холодная сегрегация, усадка и разрыхление, пористость, попадание шлака, горячее растрескивание и холодное растрескивание, могут возникнуть в процессе алюминиевого литья по выплавляемым моделям, что требует строгого контроля качества.
6.Общие дефекты и меры контроля при алюминиевого литья по выплавляемым моделям
В процессе литья алюминиевого литья по выплавляемым моделям могут возникать различные дефекты литья, ниже перечислены некоторые распространенные дефекты, их причины и меры по предотвращению:
(1) Усадка и усушка:
Отверстия на отливке, вызванные плохой усадкой, неправильной формой, грубой стенкой отверстия, могут быть вызваны тем, что структура литья не является разумной, заливка стояка усадки роль не хорошо или температура заливки слишком высока.
Профилактические меры включают улучшение структуры отливки, разумную конструкцию стояков и снижение температуры заливки.
(2) Холодное растрескивание:
Трещины в основном через зерно, яркая поверхность, может быть из-за структуры литья не разумно, заливки системы дизайн не разумно или литья в процессе обработки и очистки песка вызваны ударом.
Профилактические меры включают улучшение структуры отливки и конструкции системы заливки, избежание ударов и выбрасывания отливок.
(3) Термическое растрескивание:
Трещины растут по границам зерен, поверхность оксидного цвета, может быть вызвано низкой температурой литья, скорость охлаждения слишком быстрая или тип уступки оболочки вызвано плохо.
Профилактические меры включают повышение температуры литья, улучшение уступки оболочки и разрушение.

(4) Металлические шпоры:
На поверхности отливки появляются плотные или рассеянные небольшие шпоры, что может быть вызвано низким соотношением порошка верхнего покрытия и жидкости, плохой смачиваемостью покрытия и поверхности восковой формы, или поверхность восковой формы не очищена.
Профилактические меры включают улучшение соотношения и вязкости порошка верхнего покрытия и увеличение количества добавляемого смачивающего агента верхнего покрытия.
(5) Липкий песок:
На поверхности отливки имеется липкий слой песка, на котором видны рельефные заусенцы или ямки после обдувки песком, что может быть вызвано слишком высоким содержанием примесей в огнеупорном порошке и пескоразбрасывающем материале, используемом для нанесения верхнего покрытия, или слишком высокой температурой заливки.
Профилактические меры включают снижение содержания примесей в порошке и пескоразбрасывающем материале при нанесении покрытия, а также выбор соответствующих огнеупорных материалов и связующих.
(6) Недоливка:
Неполная заливка изделий может быть вызвана низкой температурой заливки, узкими проходами в системе заливки или слабым потоком алюминиевой жидкости.
Профилактические меры включают перепроектирование и усовершенствование системы заливки и увеличение расхода алюминиевой жидкости.
(7) Ослабление усадки:
Из-за высокой температуры жидкости алюминиевого сплава и температуры заливки скорость охлаждения медленная, сокращение большое, что приводит к крупному зерну, организация не плотная, образование усадочного литейного лома.
Профилактические меры включают улучшение процесса, тщательную эксплуатацию, контроль температуры нагрева сплава и температуры заливки.
(8) Окислительный шлак и пористость:
Из-за неправильной эксплуатации, алюминиевая жидкость в полость, когда брызги, образование пузырьков заворачиваются в литье внутри, так что металл окисления, образование окислительного шлака; когда большое количество алюминиевой жидкости в небольшом объеме водорода, образование небольших нерегулярных отверстий, в основном в толстой песчаной отливки, резко снизить физико-химические свойства.
Профилактические меры включают в себя тщательную эксплуатацию, заливка алюминиевой жидкости поток должен быть гладким и мягким, уменьшить воздействие, использование змеевидных ворот и нижней инъекции заливки системы является целесообразным; строгий контроль чистоты материала печи, развитие разумной температуры плавления алюминиевого сплава и температуры заливки, рафинирования и дегазации и так далее.
7.Анализ области применения алюминиевого литья по выплавляемым моделям
Алюминиевого литья по выплавляемым моделям — это вид технологии, позволяющий получать высокоточные отливки сложной формы. Она имеет широкий спектр применения во многих промышленных областях, в основном включая:
(1) аэрокосмическая:
Алюминиевого литья по выплавляемым моделям широко используется в аэрокосмической отрасли благодаря своей высокой точности и возможности получения сложных форм, например, при производстве деталей авиадвигателей, лопаток турбин, интегральных листовых дисков и камер сгорания.
(2) Автомобильная промышленность:
В автомобильной промышленности алюминиевого литья по выплавляемым моделям используется для производства поршней двигателей, тормозных дисков, поршней двигателей и коробок передач и других автомобильных деталей, что помогает снизить вес и повысить износостойкость.

(3) Электронные и оптические приборы:
Поскольку композиты на основе алюминиевой матрицы обладают такими преимуществами, как малый коэффициент теплового расширения, низкая плотность, хорошая теплопроводность и т. д., они подходят для производства электронных устройств, например, материалов для герметизации электронного оборудования и теплоотводов.
(4) Военная промышленность:
Применение алюминиевых матричных композитных материалов в военной промышленности включает в себя производство прецизионных деталей для инерциальных навигационных систем, вращающихся сканирующих зеркал, инфракрасных зеркал наблюдения, лазерных зеркал, лазерных гироскопов и т.д.
(5) Спортивные товары:
Алюминиевого литья по выплавляемым моделям также может использоваться для изготовления спортивных товаров, таких как теннисные ракетки, удочки, клюшки для гольфа и лыжи.
8. Резюме
Кроме того, алюминиевого литья по выплавляемым моделям также подходит для производства сложной формы, высокой точности требований или трудно резать и обрабатывать мелкие детали, такие как паровая турбина, газовая турбина, водяная турбина двигателя и т.д. лопасти, крыльчатка, руководство, направляющее колесо и автомобилей, тракторов, ветряных инструментов, станков, мелких деталей.


