

Литье алюминиевых сплавов: категории, преимущества и недостатки, применение
Литье алюминиевых сплавов — это технология обработки металлов давлением, широко используемая в современной промышленности, которая пользуется популярностью из-за своего малого веса, высокой прочности и хорошей коррозионной стойкости. С развитием обрабатывающей промышленности Китая растет спрос на алюминиевые сплавы и отливки из алюминиевых сплавов, что также будет способствовать развитию отрасли Литье алюминиевых сплавов.
В этой статье вы сначала поймете следующие концепции и принципы работы литья, а затем глубоко проанализируете процесс литья алюминиевых сплавов, преимущества и недостатки литья алюминиевых сплавов и области применения литья алюминиевых сплавов.
1.Что такое литье?
Литье — это технология, при которой жидкий металл заливается, охлаждается и затвердевает в детали желаемой формы, и широко используется при производстве различных металлических изделий. Процесс литья включает в себя несколько ключевых этапов, от структуры и свойств жидкого металла до законов кристаллизации и затвердевания, до принципов работы различных методов литья, каждый этап играет решающую роль в качестве конечной отливки.
2.Процесс Литье алюминиевых сплавов
В настоящее время процессы Литье алюминиевых сплавов грубо делятся на два типа: литье под давлением и литье под давлением.
Литье под давлением делится на литье под высоким давлением и литье под низким давлением

(1) Гравитационное литье
1) Понятие гравитационного литья
Гравитационное литье относится к процессу впрыскивания жидкого алюминия в форму под действием силы тяжести под действием силы тяжести Земли. В широком смысле гравитационное литье делится на: литье в песчаные формы, литье в металлические формы (стальные формы), литье по выплавляемым моделям и т. д.; в узком смысле гравитационное литье относится именно к литью в металлические формы.
2) Характеристики гравитационного литья алюминиевых сплавов:
①. Отделка поверхности изделия невысокая, и после дробеструйной обработки легко образуются раковины.
②. Внутри алюминиевой отливки мало пор, и можно проводить термическую обработку.
③. Изделие имеет низкую плотность и немного плохую прочность, но высокое удлинение.
④. Стоимость формы низкая, а срок службы формы длительный.
⑤. Эффективность производства низкая, что увеличивает себестоимость продукции.
⑥. Процесс относительно прост и не подходит для производства тонкостенных деталей.
⑦. Можно использовать специальные алюминиевые сплавы с низкой текучестью.
3) Для каких изделий можно выбрать гравитационное литье?
Процесс литья, который следует выбрать для обработки изделия, в основном основан на толщине стенки заготовки. Если толщина стенки изделия больше 8 мм, литье под давлением приведет к появлению большого количества пор в стенке. Поэтому изделия с более толстыми стенками можно изготавливать методом гравитационного литья.
(2) Литье под высоким давлением
1) Концепция литья под высоким давлением

Литье под высоким давлением — это то, что мы обычно называем литьем под давлением. Алюминиевая жидкость заливается в камеру давления, и давление заполняет полость формы с высокой скоростью, а алюминиевая жидкость затвердевает под давлением, образуя алюминиевую отливку.
2) Характеристики литья под высоким давлением из алюминиевого сплава:
①. Отделка поверхности изделия хорошая, как правило, до Ra6.3 или даже Ra1.6.
②. Обычно не подлежит термической обработке.
③. Изделие имеет высокую герметичность, высокую литейную прочность и твердость поверхности, но низкое удлинение, а чрезмерная толщина стенок склонна к образованию пор.
④. Стоимость формы высока, а срок службы короток.
⑤. Высокая эффективность производства.
⑥. Тонкостенные детали могут быть изготовлены с небольшим допуском на обработку.
⑦. Специальные алюминиевые сплавы не могут быть использованы.
(3) Литье под низким давлением
1) Принцип работы литья под низким давлением
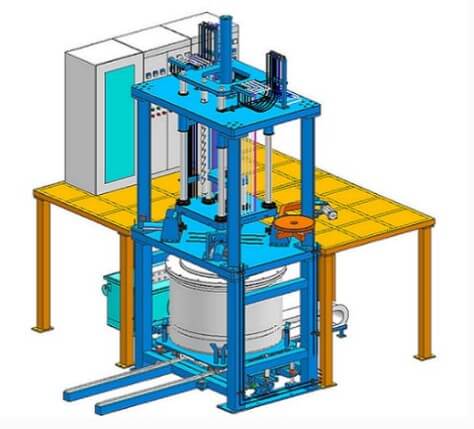
В герметичный тигель (или герметичный резервуар) вводится сухой сжатый воздух. Под действием давления газа расплавленный металл поднимается по стояку в прямой желоб и плавно поступает в полость формы через внутренний желоб, и поддерживает давление газа на поверхности жидкости в тигле. До тех пор, пока отливка полностью не затвердеет. Затем давление газа на поверхности жидкости сбрасывается, так что незатвердевший расплавленный металл в стояке стекает обратно в тигель. Форма снова открывается, и отлитые детали из алюминиевого сплава вынимаются.
2) Характеристики отливок из алюминиевого сплава под низким давлением:
①. Поверхность изделия прочнее, чем при литье под давлением, и прочнее, чем при литье под давлением.
②. Внутри алюминиевой отливки мало пор, и можно проводить термическую обработку.
③. Изделие обладает высокой герметичностью, а прочность и твердость поверхности отливки выше, чем при литье под давлением, но удлинение ниже, чем при литье под давлением.
④. Стоимость формы низкая, а срок службы короткий.
⑤. Высокая эффективность производства.
⑥. Тонкостенные детали могут быть изготовлены с небольшим припуском на обработку.
⑦. Специальные алюминиевые сплавы не могут быть использованы.
(4) Литье под низким давлением
1) Принцип работы литья под низким давлением
Сухой сжатый воздух вводится в герметичный тигель (или герметичный резервуар). Под действием давления газа расплавленный металл поднимается по стояку в прямой желоб и плавно поступает в полость формы через внутренний желоб, и поддерживает давление газа на поверхности жидкости в тигле. До тех пор, пока отливка полностью не затвердеет. Затем давление газа на поверхности жидкости сбрасывается, так что незатвердевший расплавленный металл в стояке стекает обратно в тигель. Форма снова открывается, и литые детали из алюминиевого сплава извлекаются.
2) Характеристики литья под низким давлением из алюминиевого сплава:
①. Поверхность изделия прочнее, чем при литье под давлением, и прочнее, чем при литье под давлением.
②. Внутри алюминиевой отливки мало пор, и можно проводить термическую обработку.
③. Изделие имеет высокую герметичность, а прочность и твердость поверхности отливки выше, чем у литья под давлением, но удлинение ниже, чем у литья под давлением.
④. Стоимость формы низкая, а срок службы низкий.
⑤. Эффективность производства ниже, чем у литья под давлением, и намного ниже, чем у литья под давлением.
⑥. Процесс сложный и используется для производства отливок с высокими требованиями и высоким качеством.
⑦. Могут использоваться специальные алюминиевые сплавы с низкой текучестью.
3.Преимущества и недостатки Литье алюминиевых сплавов
Преимущества Литье алюминиевых сплавов в основном отражаются в следующих аспектах:
(1) Легкость и высокая прочность:
Плотность алюминиевого сплава низкая, около 2,7 г/см³, что делает отливку легкой и имеет высокую прочность и твердость. Эта особенность делает его широко используемым в аэрокосмической, автомобильной промышленности и других областях, что позволяет эффективно снизить вес изделия и повысить топливную экономичность.
(2) Хорошая коррозионная стойкость:
Алюминиевые сплавы демонстрируют отличную коррозионную стойкость в атмосферных и морских условиях, что снижает затраты на техническое обслуживание и продлевает срок службы изделий.
(3) Хорошая производительность формовки:
Алюминиевые сплавы обладают хорошей пластичностью и текучестью и могут производить литейные заготовки сложной формы с помощью процессов литья, что повышает эффективность производства и снижает затраты на механическую обработку.
(4) Высокая эффективность производства:
Процесс Литье алюминиевых сплавов прост и имеет высокую эффективность производства. Например, оборудование для литья под давлением может быстро производить большое количество отливок и подходит для крупномасштабного производства.
(5) Высокий коэффициент использования материала:
Отходы, образующиеся в процессе Литье алюминиевых сплавов, невелики, а коэффициент использования материала высок. В то же время отливка имеет точные размеры и хорошую отделку поверхности, что снижает трудозатраты на последующую механическую обработку.
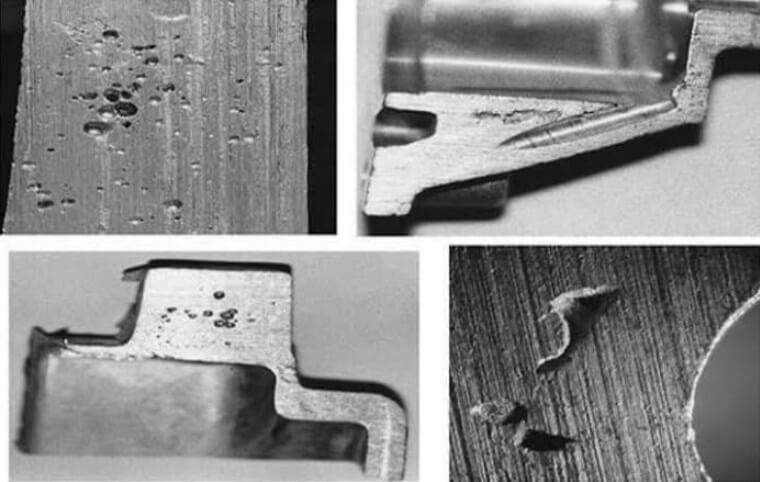
Недостатки Литье алюминиевых сплавов в основном отражаются в следующих аспектах:
(1) Окислительный шлак:
В процессе литья алюминиевый сплав склонен к образованию окислительного шлака, что влияет на качество и производительность литья.
(2) Пористость и усадка:
Жидкий алюминиевый сплав склонен к образованию пор и усадке в процессе затвердевания, что приводит к дефектам внутри отливки, влияющим на ее прочность и долговечность.
(3) Трещины:
В процессе охлаждения отливки из алюминиевых сплавов склонны к образованию трещин из-за концентрации напряжений, особенно для отливок сложной формы.
(4) Вопросы стоимости:
Хотя стоимость сырья и оборудования для Литье алюминиевых сплавов относительно низкая, некоторые высокопроизводительные материалы из алюминиевых сплавов и современное литейное оборудование относительно дороги, что увеличивает себестоимость продукции.
Таким образом, Литье алюминиевых сплавов имеет значительные преимущества, такие как малый вес, высокая прочность, коррозионная стойкость и высокая эффективность производства, но у него также есть такие дефекты, как окислительный шлак, поры, трещины и проблемы со стоимостью. На практике необходимо взвесить все преимущества и недостатки в соответствии с конкретными потребностями и принять соответствующие меры для снижения влияния дефектов.
4.Области применения Литье алюминиевых сплавов
Литье алюминиевых сплавов является важной технологией обработки металлов, которая широко используется в различных промышленных областях. Ниже приведены несколько распространенных областей применения алюминиевых сплавов:
(1) Аэрокосмическая отрасль:
Литье из алюминиевых сплавов используется для изготовления авиационных балок, турбинных лопаток, корпусов насосов, пилонов, ступиц, впускных кромок и корпусов двигателей и т. д. Его малый вес и высокая прочность значительно улучшают эксплуатационные характеристики самолетов.
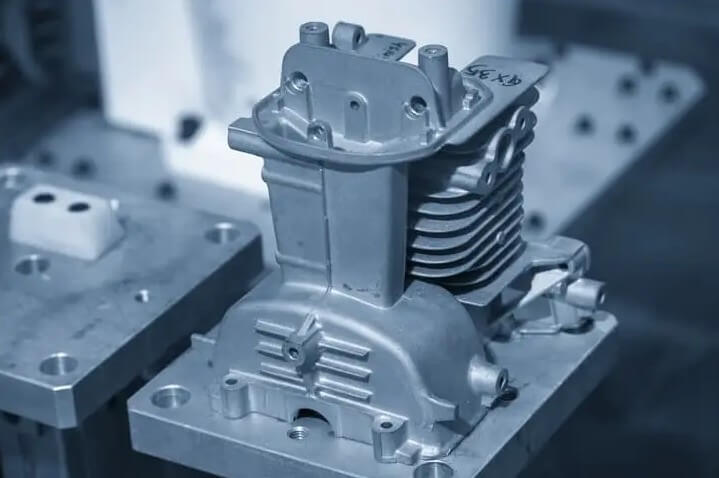
(2) Автомобильная промышленность:
Литье из алюминиевых сплавов используется в автомобилестроении для производства головок цилиндров, коробок передач, поршней, ступиц и корпусов усилителей рулевого управления и т. д., что не только снижает вес транспортного средства, но и повышает топливную экономичность.
(3) Область машиностроения:
Алюминиевые сплавы часто используются для изготовления высокотемпературных и коррозионно-стойких механических деталей, таких как нефтехимическое оборудование, автомобильные детали и оборудование для термообработки и т. д., для поддержания стабильной производительности и длительного срока службы в суровых рабочих условиях.

5.Резюме
Короче говоря, Литье алюминиевых сплавов, с их уникальными преимуществами, занимают важное место в современной промышленности. С непрерывным развитием науки и техники процесс литья алюминиевого сплава будет совершенствоваться и расширяться, а область его применения будет привносить новую жизненную силу в развитие различных отраслей промышленности.


