

Компоненты для литья алюминия под давлением: детали производственного процесса и технологические инновации
Компоненты для литья алюминия под давлением используются в широком спектре областей применения, охватывающих ряд отраслей промышленности, таких как автомобилестроение, электроника, аэрокосмическая промышленность и машиностроение.
Компоненты для литья алюминия под давлением широко используются в основном из-за двух моментов: один из них — преимущество технологии литья под давлением, которая позволяет производить сложные детали с высокой точностью и высокой эффективностью, чтобы удовлетворить спрос массового производства;
Во-вторых, алюминиевые сплавы легки, устойчивы к коррозии и обладают хорошими механическими свойствами, что делает их подходящими для автомобильной, аэрокосмической и других отраслей промышленности, где требуется высокая прочность и долговечность. Эти преимущества делают компоненты для литья алюминия под давлением идеальными для ряда отраслей промышленности.
В этой статье мы подробно рассмотрим применение компоненты для литья алюминия под давлением, процесс производства и основные технологические инновации, чтобы предоставить информацию для тех, кто работает в смежных отраслях.
1. Классификация и применение компоненты для литья алюминия под давлением
(1) Автомобильная промышленность
● Блок двигателя, корпус коробки передач:
Технология литья алюминия под давлением позволяет создавать высокопрочные и легкие решения, отвечающие требованиям автомобильных трансмиссий.

● Ступицы, крепления подвески:
Компоненты для литья алюминия под давлением широко используются в автомобильных ходовых системах для улучшения управляемости и экономии топлива.
● Конструктивные детали кузова (технология комплексного литья под давлением, например, Giga Casting):
Технология цельного литья под давлением повышает эффективность производства за счет уменьшения количества деталей и снижения веса корпуса.
(2) Электронная промышленность
● Радиаторы, корпуса для мобильных телефонов, компоненты для охлаждения базовых станций 5G:
Компоненты для литья алюминия под давлением играют важную роль в электронном оборудовании, а их высокая теплопроводность и легкие свойства отвечают требованиям электронной промышленности.
(3) Аэрокосмическая промышленность
● Легкие конструктивные элементы, высокопрочные кронштейны:
Применение технологии литья алюминия под давлением в аэрокосмической отрасли позволило значительно снизить вес самолетов и повысить топливную эффективность и летные характеристики.
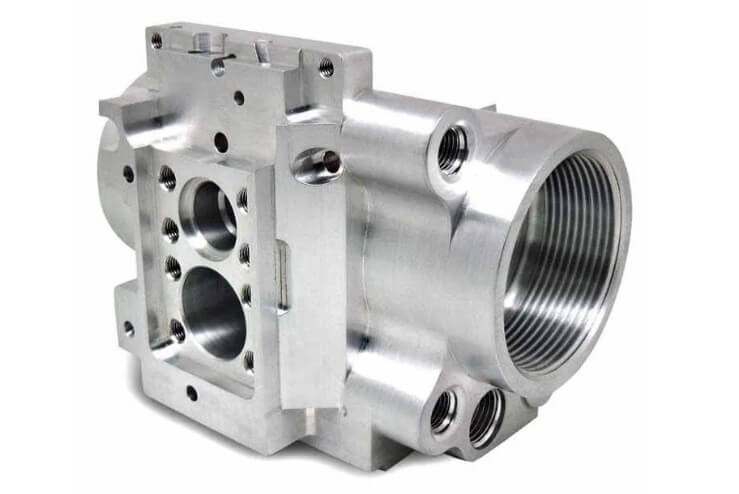
(4) Общее оборудование и инструменты
● Корпуса для электроинструментов, корпуса промышленных насосов, корпуса клапанов:
Компоненты для литья алюминия под давлением широко используются в общем машиностроении и инструментальной промышленности, обеспечивая высокую прочность и коррозионную стойкость.
2. подробный процесс производства компоненты для литья алюминия под давлением
(1) Проектирование и изготовление пресс-форм
1) Анализ потока режимов:
Оптимизация конструкции пресс-формы и уменьшение количества дефектов благодаря моделированию потока расплавленного металла через форму.
2) Дизайн с помощью 3D-печати:
Технология 3D-печати сокращает циклы разработки форм и повышает гибкость конструкции.
3) Система охлаждения:
Оптимизируйте расположение водоводов для повышения эффективности охлаждения и предотвращения деформации.
(2) Плавление и рафинирование сплавов
1) Выбор сплава:
Выберите подходящий материал из алюминиевого сплава в соответствии со сценарием применения, чтобы удовлетворить различные требования к производительности.
2) Процесс плавления:
Температура контролируется на уровне 650-720°C для обеспечения равномерного плавления сплава.

3) Рафинирование:
Использование технологий дегазации и дешлакации для повышения чистоты сплава и уменьшения количества включений.
(3) Литье под давлением (подробный анализ и точки контроля процесса)
1) Закрытие формы:
● Две половины формы (неподвижная и подвижная) смыкаются под действием литьевой машины, образуя замкнутую полость.
● Процесс закрытия должен обеспечить точность и герметичность формы, чтобы избежать утечки металла или образования вспышек.
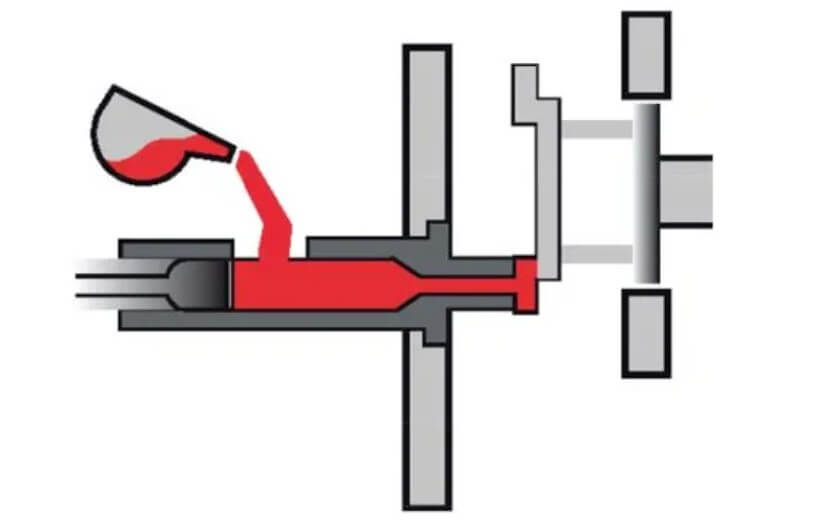
2) Инъекция:
● Расплавленный металл быстро впрыскивается в полость формы под высоким давлением через систему впрыска машины для литья под давлением, включающую в себя цилиндр впрыска и пуансон впрыска.
● Скорость и время впрыска необходимо точно контролировать, чтобы металл полностью заполнил все углы полости, избегая при этом турбулентности и воздушных валов.
3) Удержание давления:
● После того как металл заполнит полость, машина для литья под давлением продолжает поддерживать определенное давление (стадия удерживающего давления), чтобы обеспечить полную дополнительную усадку металла в процессе охлаждения, уменьшить усадочные отверстия и дефекты усадки.
● Время выдержки и давление должны быть оптимизированы в зависимости от формы изделия и свойств материала.
(4) Охлаждение и открытие формы
1) Охлаждение:
● Металл быстро остывает в форме, образуя твердую деталь. Время охлаждения зависит от толщины изделия и конструкции системы охлаждения формы.
● Процесс охлаждения должен обеспечивать равномерное охлаждение металла, чтобы избежать деформации и концентрации внутренних напряжений.
2) Отверстие для формы:
● После охлаждения обе половины формы раскрываются под действием литейной машины.
● Выталкивающий механизм (например, выталкивающий штифт или выталкивающая плита) выталкивает отформованную деталь из формы, завершая процесс распалубки.

(5) Постобработка и отделка
1) Снятие заусенцев и полировка:
Удаляет заусенцы и улучшает качество обработки поверхности.
2) Обработка:
Обработка с ЧПУ повышает точность размеров и отвечает требованиям сборки.
3) Обработка поверхности:
Анодирование, гальваническое покрытие и т.д. для повышения коррозионной стойкости.
3. Основные параметры литья под давлением

(1) Давление впрыска:
Обычно 100-150 МПа для обеспечения быстрого заполнения полостей металлом.
(2) Скорость впрыска:
Высокоскоростное впрыскивание позволяет сократить время застывания металла, но слишком высокая скорость может привести к турбулентности и перекатыванию воздуха.
(3) Температура формы:
Температуру формы необходимо контролировать в соответствующем диапазоне (обычно 150-250°C), чтобы обеспечить течение металла и эффективность охлаждения.
(4) Время охлаждения:
Определяется толщиной изделия и свойствами материала, обычно составляет от нескольких секунд до десятков секунд.
4. Преимущества и проблемы литья под давлением
(1) Преимущества:
● Высокая эффективность производства, подходит для массового производства.
● Компоненты для литья алюминия под давлением, отличаются высокой точностью размеров и хорошим качеством поверхности.
● Возможность изготовления деталей сложной формы.

(2) Вызовы:
● Склонны к внутренним дефектам, таким как пористость и усадка.
● Высокая стоимость форм и длительные циклы разработки.
● Повышенные требования к контролю параметров процесса.
5. ключевые технологические инновации в производстве компоненты для литья алюминия под давлением
(1) Литье под высоким давлением (HPDC) против литья под низким давлением (LPDC)
● Литье под высоким давлением:
Подходит для крупносерийного производства, обеспечивает высокую точность и прочность.
● Литье под низким давлением:
Подходит для деталей сложной формы и позволяет уменьшить пористость и дефекты.
(2) Применение технологии вакуумного литья под давлением
● Снижение пористости:
Уменьшение пористости и повышение прочности продукта благодаря вакуумной среде.
● Повышенная прочность:
Технология вакуумного литья под давлением особенно подходит для деталей с чрезвычайно высокими требованиями к прочности.
(3) Применение 3D-печати в производстве пресс-форм
● Сократите цикл разработки:
Технология 3D-печати позволяет быстро изготавливать сложные формы и сокращать циклы разработки.
● Повышенная гибкость конструкции:
Технология 3D-печати обеспечивает большую гибкость при проектировании форм.
(4) Применение технологии обработки с ЧПУ
Технология обработки с ЧПУ играет важную роль в последующей обработке деталей, компоненты для литья алюминия под давлением, особенно при производстве высокоточных деталей.
● Повышенная точность размеров:
Обработка с ЧПУ позволяет выполнять прецизионную обработку деталей после литья под давлением, чтобы гарантировать, что их размерная точность соответствует проектным требованиям.
● Обработка сложных форм:
Технология ЧПУ позволяет обрабатывать детали сложной формы для удовлетворения разнообразных потребностей в продукции.
● Улучшение качества поверхности:
Обработка с ЧПУ позволяет дополнительно улучшить качество поверхности и однородность деталей.
● Интеграция автоматизации:
Обрабатывающее оборудование с ЧПУ может быть легко интегрировано в автоматизированные производственные линии для автоматизации всего процесса от литья под давлением до обработки и повышения эффективности производства.
(5) Интеллектуальное производство и автоматизация
● Робот-пикап:
Автоматизированные производственные линии повышают производительность и сокращают количество ручного вмешательства.
● Интеллектуальный мониторинг:
Обеспечение качества продукции путем контроля ключевых параметров производственного процесса в режиме реального времени.

5. контроль качества и методы проверки литых компоненты для литья алюминия под давлением
(1) Распространенные дефекты и способы их устранения
● Пористость, холодная сегрегация, усадка, включения:
Эти дефекты можно эффективно уменьшить, оптимизировав конструкцию формы и улучшив процесс плавления и заливки.
(2) Методы проверки качества
● Рентгеновский контроль: обнаруживает воздушные отверстия и включения внутри продукта.
● Компьютерная томография: позволяет получить трехмерные изображения, чтобы полностью изучить внутреннюю структуру изделия.
● Ультразвуковой контроль: обнаруживает дефекты и трещины внутри изделия.
(3) Обработка поверхности и повышение коррозионной стойкости
● Напыление, электрофорез, анодирование:
Улучшение коррозионной стойкости и внешнего вида изделий, а также продление срока их службы.

6. рыночный спрос на компоненты для литья алюминия под давлением будет продолжать расти
(1) Растущий спрос на компоненты для литья алюминия под давлением для электромобилей
● Корпус аккумулятора, легкая конструкция корпуса:
С быстрым развитием рынка электромобилей растет спрос на компоненты для литья алюминия под давлением.
(2) Тенденция легкого веса
● Спрос на легкие материалы в автомобильной и аэрокосмической промышленности стимулирует развитие технологии литья алюминия под давлением.
(3) Развитие технологии интегрального литья под давлением

● Сократите количество деталей:
Технология цельного литья под давлением повышает производительность за счет уменьшения количества деталей.
● Повышенная производительность:
Технология комплексного литья под давлением особенно подходит для массового производства.
(4) Применение высокопроизводительных алюминиевых сплавов
Новые алюминиевые сплавы с повышенной термостойкостью и усталостной прочностью будут стимулировать развитие компоненты для литья алюминия под давлением в машиностроении, нефтегазовой (например, спрос на высокопроизводительные компоненты в нефтегазовой промышленности), аэрокосмической и других областях, например, широкое использование сплавов системы Al-Cu-Mg.

7. Резюме
Важность компоненты для литья алюминия под давлением в различных отраслях промышленности очевидна, а прогресс технологии его производства способствует постоянному улучшению характеристик продукции. В будущем, с быстрым развитием рынка электромобилей, спросом автомобильной промышленности и аэрокосмической отрасли на легкие материалы, ростом интегрированной технологии литья под давлением и применением высокоэффективных алюминиевых сплавов, индустрия литья под давлением из алюминия откроет более широкие перспективы развития.



What do you think?
[…] (2) Бронированные машины и защитное снаряжение […]
[…] не только мощной огневой системой и мобильностью, но и отличной защитой, чтобы противостоять угрозе различных […]
[…] баллистических материалов играют жизненно важную роль в современном обществе, причем не только в защите военнослужащих от пуль, но и в правоохранительной деятельности, обеспечении безопасности и защите гражданского населения. баллистических материалов — это материалы, способные противостоять пулям или осколкам, такие как стекловолокнистые композиты, арамид и сверхвысокомолекулярный полиэтилен. Их преимуществами являются хорошая эластичность, малый вес, простота изготовления и т. д. […]
[…] Защитный принцип брони основан в первую очередь на физических свойствах материала рассеивать и поглощать энергию удара. Благодаря высокой твердости и прочности твердые баллистические материалы рассеивают кинетическую энергию пули на большой площади и поглощают часть энергии. Мягкие баллистические материалы дополнительно рассеивают и поглощают энергию удара, преобразуя кинетическую энергию пули во внутреннюю энергию волокон за счет растяжения и деформации волокон. […]
[…] аморфных материалов для более эффективного пробития современной брони. По сравнению с традиционными боеприпасами с […]
[…] собственными характеристиками, и их применение в области баллистической защиты становится все более широким. Так кто же из них […]