

Литье в оболочку: исчерпывающее объяснение и сравнение процессов
Будучи важным процессом литья металлов, литье в оболочку играет незаменимую роль в промышленном производстве. В этой статье мы подробно проанализируем процесс литье в оболочку (в основном включая основное введение, применяемые материалы, технологический процесс, преимущества и недостатки, а также области применения и т. д.), а также сравним его с двумя другими распространенными процессами литья — литьем в песок и литьем по выплавляемым моделям, чтобы лучше понять его характеристики и области применения.
1. Основное введение
Процесс литье в оболочку, также известный как процесс Croning, — это метод литья, при котором используется смоляная смесь, нагретая и отвержденная на металлическом шаблоне для формирования тонкой оболочки, которая затем заливается для получения высокоточных отливок. Ключ к литье в оболочку заключается в том, что отливка состоит из слоя тонкой оболочки, обычно толщиной от 6 до 12 мм, эта тонкая оболочка не только повышает точность отливки, но и значительно сокращает расход материалов и объем последующей обработки.
Процесс литье в оболочку в основном делится на два типа: керамический тип оболочки и смоляно-песчаный тип оболочки. Керамическая оболочка используется в основном для производства отливок из высокотемпературных сплавов, в то время как оболочка из смоляного песка широко применяется для производства отливок из чугуна, стали и цветных сплавов. Смоляно-песчаный тип оболочки более распространен в промышленном производстве благодаря простоте эксплуатации и низкой стоимости.

2.Анализ подходящих материалов для литье в оболочку
(1) Чугун:
Литье в оболочку подходит для различных марок чугуна, позволяет получить четкий контур, поверхность отливки, особенно для массового производства тонкостенных сложных деталей.
(2) Углеродистые и низколегированные стали:
Эти материалы обладают хорошей текучестью и способностью к литью, а методом литье в оболочку можно получать высокоточные и стабильные по размерам детали, которые широко используются в автомобилестроении и машиностроении.
(3) Нержавеющая сталь:
Обладая отличной коррозионной стойкостью и высокотемпературной прочностью, нержавеющая сталь также подходит для литье в оболочку и обычно используется для деталей, требующих высокой прочности и точности.
(4) Алюминиевый сплав:
Литье в оболочку также широко используется для алюминиевых сплавов для производства легких и сложных деталей, отвечающих требованиям авиационной и аэрокосмической промышленности.

(5) Медные сплавы:
Литье в оболочку также подходит для материалов из медных сплавов и позволяет получать отливки сложной формы и высокой точности размеров, которые подходят для электронной и электротехнической промышленности.
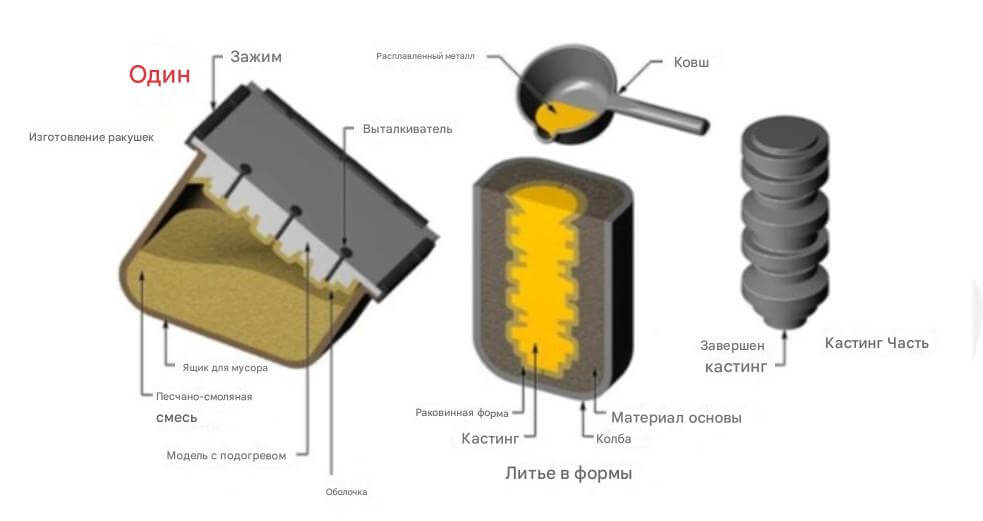
3. технологический процесс литье в оболочку
Литье в оболочку — это процесс высокоточного литья, суть которого заключается в изготовлении форм и заливке металла. Ниже приводится подробное описание этого процесса:
(1) Моделирование из металла
1) Дизайн модели:
Металлическая модель разрабатывается в соответствии с формой и размером отливки, при этом необходимо полностью учесть усадку металла после охлаждения и припуск на механическую обработку.
2) Выбор материала:
Часто для изготовления моделей используют сталь или чугун, но для реактивных металлов (например, титана, алюминия) более подходящим вариантом является графит.
3) Раздельная конструкция формы:
Разделите металлическую модель на две половины для последующей распалубки и сборки формы.
(2) Изготовление пресс-форм
1) Нагрев металлической модели:
Нагрейте металлическую модель до 230-340ºC (450-650ºF) для лучшей адгезии и полимеризации последующих шлифованных оболочек.
2) Моделирование смазки:
Покройте поверхность модели стеаратом кальция в качестве смазки, чтобы предотвратить прилипание песчаных раковин к модели и облегчить снятие формы.
3) Покройте песчано-смоляной смесью:
Нагретая модель была подвешена в опрокидывающемся ящике, содержащем смесь мелкого кварцевого песка и термореактивной фенольной смолы.
Переверните коробку так, чтобы песчано-смоляная смесь равномерно покрыла поверхность модели.
4) Начальное отверждение:
Под воздействием тепла модели песчано-смоляная смесь образует на поверхности отвержденную оболочку толщиной 9-20 мм.
Через несколько секунд опрокидывающая коробка переворачивается, и незатвердевший песок высыпается, оставляя только затвердевшую оболочку, прикрепленную к модели.
5) Полностью затвердевший:
Далее оболочка отверждается в печи для получения прочности на разрыв от 350 до 450 фунтов на квадратный дюйм.
Повторите процесс, чтобы сделать вторую половину формы.

(3) Сборка пресс-формы
1) Способ подключения:
Две половины формы собираются вместе с помощью зажима или склеивания, образуя цельную полость.
2) Проверьте уплотнение:
Убедитесь в герметичности стыков формы, чтобы избежать утечки жидкого металла.
(4) Процесс заливки
1) Расширенная поддержка:
Для повышения прочности формы специалист может поместить ее в литейную гильзу или обложить такими материалами, как песок, гравий, металлическая дробь и т. д.
2) Заливка металлической жидкости:
Расплавленный металл заливается в полость формы, причем процесс заливки обычно осуществляется с помощью машины.
3) Параметры управления:
Строго контролируйте температуру и скорость заливки, чтобы обеспечить качество отливок.

(5) Охлаждение и формовка
1) Естественное охлаждение:
Отливке дают остыть в форме естественным образом, чтобы обеспечить равномерную организацию металла.
2) Откройте форму и достаньте детали:
Когда отливка полностью затвердеет, откройте форму или разбейте оболочку и извлеките отливку.
3) Очистка и обработка:
Отливки очищаются от излишков песчаных раковин и заусенцев и затем обрабатываются в соответствии с требованиями.
4. анализ преимуществ и недостатков литье в оболочку
(1) Преимущества
1) Высокая точность размеров:
Использование смоляной смеси для тонколистового литья позволяет получать хорошо очерченные, точные по размерам отливки, которые часто практически не требуют механической обработки.
2) Производительность:
Этот процесс высокопроизводителен и подходит для массового производства, особенно для отливок малого и среднего размера.
3) Хорошая обработка поверхности:
Благодаря гладкой поверхности формы, получаемые отливки имеют высокую чистоту поверхности и способны удовлетворить высокие требования к внешнему виду.
4) Снизить уровень газовых дефектов:
В процессе литья формовочная смесь затвердевает при высоких температурах, что снижает вероятность газообразования и, следовательно, уменьшает такие дефекты, как пористость и попадание шлака в отливки.
5) Широкий выбор материалов:
Этот процесс подходит для широкого спектра легированных материалов, включая легированные стали, алюминиевые сплавы, медные сплавы и т.д., и позволяет получать отливки с тонкими стенками и сложной формы.
(2) Недостатки:
1) Ограничения по весу:
В основном она подходит для производства отливок малого и среднего размера, а для производства крупных и тяжелых отливок существуют некоторые ограничения.
2) Высокая стоимость:
Смоляной песок, используемый для литья, стоит дорого, а шаблоны требуют точной обработки, что приводит к увеличению общих затрат.
3) Сложность процесса:
Процесс достаточно сложный, с жесткими требованиями к оборудованию и параметрам процесса.
5. области применения литье в оболочку
Литье в оболочку формы очень эффективно и позволяет воспроизводить точные по размерам металлические детали за короткий промежуток времени. Благодаря этому продукция, полученная методом литья в оболочку, охватывает широкий спектр отраслей промышленности, включая автомобильную, аэрокосмическую, энергетическую, машиностроительную и другие.
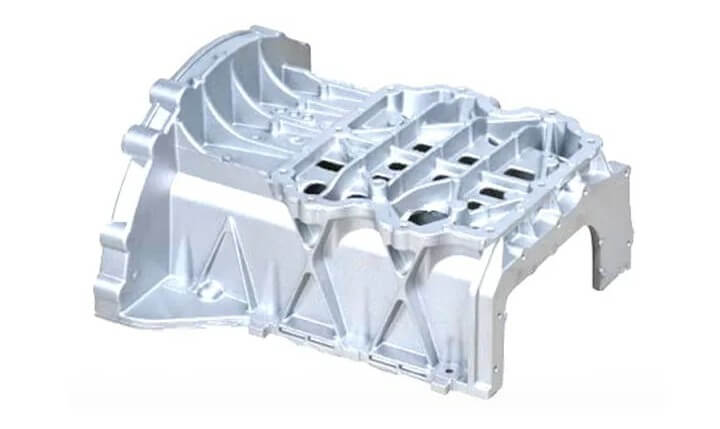
(1) Автомобильная промышленность
Основные компоненты: коленчатый вал двигателя, блок цилиндров, головка блока цилиндров, шатун и т.д.
Преимущества применения: Литье в оболочку позволяет получать отливки с высокой точностью размеров и хорошей чистотой поверхности для удовлетворения высоких требований к производительности автомобильных двигателей.

(2) Аэрокосмическая промышленность
Основные компоненты: лопатки турбин, корпуса двигателей, структурные рамы и т.д.
Преимущество применения: Подходит для изготовления сложных деталей с высокой прочностью и термостойкостью для обеспечения безопасности и надежности полетов.
(3) Машиностроение
Основные компоненты: шестерни, подшипники, станины и т.д.
Преимущество применения: Отливки обладают превосходными механическими свойствами и износостойкостью, повышая эксплуатационную стабильность и срок службы механического оборудования.
(4) Энергия и сила
Основные компоненты: ступицы ветряных турбин, корпуса генераторов, корпуса насосов и т.д.
Преимущество применения: возможность производства крупных сложных отливок, отвечающих требованиям к прочности и долговечности компонентов энергетического оборудования.
(5) Железнодорожный транспорт
Основные компоненты: колеса, оси, тележки и т.д.
Преимущества применения: Высокая точность и качество отливок обеспечивают безопасность и плавность хода рельсовых транспортных средств.
6.Сравнение литья в оболочку и других процессов литья
Чтобы лучше понять особенности и преимущества литья в оболочку, ниже приводится его сравнение с литьем в песчаные формы и литьем по выплавляемым моделям:
(1) Сравнение литья в оболочку и литья в песок
1) Процессы
○ литье в оболочку используется песок, покрытый смолой, который затвердевает при нагревании, образуя форму отливки, — сложный процесс с высокой точностью.
Литье в песчаные формы использует песок в качестве основного формовочного материала, что является простым процессом с относительно низкой точностью.

2) Точность отливок
○ Литье в оболочку формы с высокой точностью размеров и хорошей отделкой поверхности подходит для высокоточного литья.
○ Литье в песчаные формы менее точно, имеет более высокую шероховатость поверхности и требует более тщательной обработки.
3) Область применения
○ Литье в оболочку подходит для массового производства мелких и средних отливок.
Литье в песчаные формы широко используется для производства отливок различных размеров и материалов.
4) Производственные затраты
○ Большие инвестиции в оборудование для литье в оболочку и высокая стоимость смоляного материала.
○ Литье в песчаные формы менее затратно, а материалы широко доступны и дешевы.
(2) Сравнение литья в оболочку и литья по выплавляемым моделям
1) Процессы
○ Литье в оболочку формирует форму путем нагревания затвердевшего песка, покрытого смолой.
○ Литье по выплавляемым моделям — это сложный процесс, в ходе которого сначала изготавливаются восковые формы, а затем покрываются огнеупорными материалами.

2) Точность отливок
○ Оба вида литья отличаются высокой точностью, но у литья по выплавляемым моделям более качественная обработка поверхности.
3) Область применения
○ Литье в оболочку подходит для массового производства мелких и средних отливок.
○ Литье по выплавляемым моделям подходит для изготовления небольших отливок высокой точности и сложных форм.
4) Производственные затраты
○ Литье по выплавляемым моделям менее затратно, чем литье по выплавляемым моделям, при этом затраты на материал восковой формы и технологический процесс выше.
(3) Комплексная оценка
● Литье в оболочку позволяет найти баланс между точностью и стоимостью и подходит для мелких и средних высокоточных отливок, производимых в больших количествах.
● Литье в песчаные формы универсально и подходит для широкого спектра отливок, но менее точно.
● Литье по выплавляемым моделям является наиболее точным, но и наиболее дорогостоящим, и используется для специальных отливок, пользующихся большим спросом.
7. Резюме
Процесс литье в оболочку формы как метод точного литья, отличающийся высокой точностью, высокой эффективностью и высоким коэффициентом использования материала, играет все более важную роль в современном промышленном производстве.Если у вас есть связанные с литьем металла потребности, пожалуйста, свяжитесь с нами!


