

Сварка литого алюминия: технология, проблемы и оптимизация
Сварка литого алюминия — технология, требующая высокой квалификации и внимательности. Литой алюминий широко используется в современной промышленности благодаря своей хорошей теплопроводности и коррозионной стойкости. В этой статье мы подробно рассмотрим вопросы, связанные со сварка литого алюминия, в частности, почему нужно сварка литого алюминия, методы, почему сварка литого алюминия сложна, в чем заключаются трудности, выбор материала и оборудования, обработка до и после сварки, а также решения по оптимизации процесса.
1. Зачем сварка литого алюминия?
Причины сварка литого алюминия обычно связаны с несколькими аспектами, включая следующие, но не ограничиваясь ими:
(1) Структурное соединение:
Сварка — это эффективный способ получения соединений между деталями из литого алюминия или между литым алюминием и другими материалами. С помощью сварки можно создавать сложные конструкции и компоненты, отвечающие требованиям дизайна и проектирования.
(2) Устранение дефектов:
Дефекты, такие как трещины и пористость, могут возникать в деталях из литого алюминия в процессе производства или эксплуатации. Технология сварки может быть использована для устранения этих дефектов, продления срока службы деталей из литого алюминия и снижения затрат.
(3) Улучшение эксплуатационных характеристик:
В некоторых случаях сварка может улучшить эксплуатационные характеристики литых алюминиевых деталей. Например, прочность и устойчивость литых алюминиевых деталей можно повысить за счет усиления сваркой или использования специальных сварочных материалов.
(4) Сложность изготовления:
Сварка позволяет изготавливать литые алюминиевые детали со сложной геометрией. Сваривая литые алюминиевые детали различных форм и размеров, можно добиться разнообразия дизайна и инноваций.
(5) Снижение затрат:
Сварка снижает потребность в монолитных отливках, тем самым сокращая затраты на материалы и механическую обработку. Кроме того, сварка позволяет сократить объем механической обработки, что еще больше повышает экономическую эффективность.
(6) Адаптируемость:
Технология сварки может быть адаптирована к различным производственным средам и условиям, будь то мелкосерийное или крупносерийное производство, сварка может обеспечить гибкие решения.
(7) Обслуживание и преобразование:
Технология сварки также широко используется при обслуживании и трансформации литых алюминиевых деталей. Например, сварка может быть использована для замены поврежденных деталей или для модернизации и изменения существующей структуры.

Резюме:
В целом, основными причинами для сварка литого алюминия являются удовлетворение потребностей в структурных соединениях, устранение дефектов, улучшение характеристик, усложнение производства, снижение затрат, адаптивность, техническое обслуживание и модификация.
2. Основные методы сварка литого алюминия
Существуют различные методы сварка литого алюминия, каждый из которых имеет свои уникальные преимущества и сферу применения. Ниже перечислены несколько основных методов сварка литого алюминия:
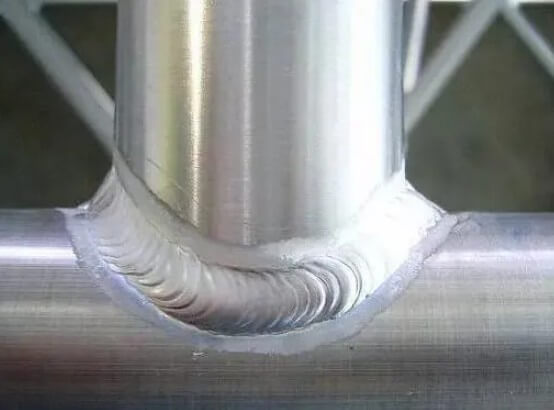
(1) Аргонодуговая сварка вольфрамовым электродом (TIG-сварка):
Это широко используемый метод сварки, особенно подходит для сварки тонкого литого алюминия.TIG сварки с использованием неплавящегося вольфрамового электрода и аргона защиты, может производить высококачественный сварной шов, и послесварочной деформации мала. Благодаря защитному действию газа аргона, сварной шов нелегко окислить, поэтому обычно не нужно использовать флюс. Эксплуатация требует высокого уровня мастерства для обеспечения точного контроля параметров сварки.
(2) Сварка плавящимся электродом в газовой защите (MIG-сварка):
MIG-сварка использует плавящийся электрод и газовую защиту и подходит для сварки более толстых литых алюминиевых деталей. В процессе сварки проволока выступает в качестве электрода и расплавляется в шве, образуя прочное соединение. MIG-сварка отличается высокой эффективностью и скоростью, что делает ее пригодной для массового производства. Однако из-за большого количества тепла, выделяемого в процессе сварки, проблемы деформации сварного шва и зоны термического влияния требуют особого внимания.
(3) Сварка трением (FSW):
Это метод сварки в твердом состоянии для алюминиевых сплавов. При сварке трением между свариваемыми деталями с помощью высокоскоростной вращающейся перемешивающей иглы выделяется тепло, которое пластифицирует и соединяет материалы вместе. Этот метод не требует присадочного материала, защитного газа или флюса, не образует дыма и брызг в процессе сварки, а также обеспечивает высокое качество сварного шва, что делает его особенно подходящим для применения в тех областях, где требуется очень высокое качество сварки.
(4) Газовая сварка:
Газовая сварка обычно выполняется с использованием кислородно-ацетиленового пламени, подходит для небольших ремонтных работ или работ на месте. Газосварочное оборудование простое, гибкое в эксплуатации, но качество сварки сложнее контролировать, оно склонно к пористости, трещинам и другим дефектам. Поэтому газовая сварка обычно используется для сварки качества требования не высокие случаи.
(5) Сварка сопротивлением:
Сварка сопротивлением в основном используется для сварки тонкой пластины литого алюминия, применяя давление и электричество через электрод, используя тепло сопротивления для сварки. Сварка сопротивлением является высокоэффективным и подходит для массового производства, но стоимость оборудования высока, а толщина сварки ограничена.

Резюме:
При выборе метода сварки необходимо учитывать толщину литого алюминия, форму конструкции, требования к качеству сварки и эффективность производства. Перед сварка литого алюминия также необходимо провести соответствующую очистку поверхности для удаления оксидной пленки и загрязнений, чтобы обеспечить качество сварки. Послесварочная обработка, такая как очистка шва, проверка качества и т. д., также является важной частью обеспечения сварочного эффекта.
3. Почему трудно сварка литого алюминия?
Сварка литого алюминия затруднена главным образом потому, что материал алюминиевого сплава обладает следующими характеристиками:
(1) очень легко окисляется:
Алюминий в воздухе легко соединяется с кислородом для создания плотной пленки оксида алюминия, температура плавления этой оксидной пленки составляет до 2050 ℃, гораздо больше, чем температура плавления алюминия и алюминиевых сплавов (около 600 ℃ или около того), сварки тугоплавких оксидной пленки будет препятствовать присадочного металла и плавления основного материала, в результате чего оксида шлака.
(2) Легко образуется пористость:
Сварка алюминия и алюминиевых сплавов производит пористость является основной причиной водорода, из-за жидкого алюминия может растворить большое количество водорода, в то время как твердый алюминий почти нерастворимый водород, поэтому, когда температура расплавленного бассейна быстро охлаждается и затвердевает, водород слишком поздно, чтобы уйти, легко собраться в сварном шве, чтобы сформировать пористость.
(3) Деформация сварного шва и тенденция к образованию трещин:
Коэффициент линейного расширения и кристаллической усадки алюминия примерно в два раза больше, чем у стали, легко вызвать большую сварочную деформацию внутреннего напряжения, жесткость структуры будет способствовать появлению термических трещин.
(4) Теплопроводность алюминия велика:
примерно в 4 раза больше, чем у стали, поэтому при сварке алюминия и алюминиевых сплавов, чем при сварке стали, расходуется больше тепла.
(5) Горение при испарении легирующих элементов:
Алюминиевый сплав содержит элементы с низкой температурой кипения (такие как магний, цинк, марганец и т.д.), под действием высокотемпературной дуги, он очень легко испаряется и сгорает, тем самым изменяя химический состав металла шва, так что производительность сварки снижается.
(6) Высокая температурная прочность и низкая пластичность:
Прочность и пластичность алюминия при высоких температурах очень низкая, что разрушает формирование металла шва, а иногда может привести к разрушению металла шва и явлению провара.
(7) Отсутствие изменения цвета:
Алюминий и алюминиевый сплав переходят из твердого состояния в жидкое, без явного изменения цвета, что затрудняет оператору определение температуры нагрева.

4. основные трудности и общие проблемы при сварка литого алюминия
При сварка литого алюминия возникает множество трудностей, ниже перечислены основные трудности и общие проблемы:
(1) Пористость:
Сварка литого алюминия подвержена пористости. Это связано с тем, что алюминиевые сплавы растворяют большое количество водорода в жидком состоянии, в то время как в твердом состоянии водород почти не растворяется. В процессе сварки расплавленная ванна быстро охлаждается, и водород не успевает выделиться, что приводит к образованию пористости. Кроме того, сварочный материал, поверхностная оксидная пленка основного материала и высокая влажность окружающей среды будут способствовать образованию пористости.
(2) Склонность к термическому растрескиванию:
Сварка литого алюминия склонна к термическому растрескиванию. Это связано с большим коэффициентом линейного расширения алюминиевого сплава, высокой объемной усадкой при затвердевании, что приводит к образованию трещин под напряжением. Типы термических трещин включают продольные трещины, поперечные трещины, трещины от дуги и корневые трещины.
(3) Размягчение сварных соединений:
Во время сварки зона термического влияния литого алюминия имеет тенденцию к размягчению, что приводит к снижению прочности соединения. В основном это связано с тем, что под действием сварочного тепла усиливающий эффект основного металла ослабевает, а алюминиевый сплав не имеет фазовых изменений в процессе нагрева и охлаждения, и зерна являются крупными и не могут быть очищены путем фазовых изменений.
(4) Проблема оксидной пленки:
Алюминий очень легко окисляется в воздухе, образуя слой плотной и с температурой плавления до 2060 ° C пленки триоксида алюминия. Этот слой оксидной пленки препятствует плавлению и расплавлению основного материала, легко приводя к образованию шлака, несплавленных и несваренных дефектов. Сварка до необходимости использования химических или механических методов очистки поверхности строгая.
(5) Сварочная деформация:
Поскольку теплопроводность и коэффициент линейного расширения алюминиевого сплава велики, тепло быстро проводится во время процесса сварки, что приводит к большой деформации и напряжению в сварном шве. Для того чтобы уменьшить деформацию, можно использовать предварительный подогрев, контроль технических условий сварки и применение антидеформационных, ограничительных и других мер.
(6) Выгорание легирующих элементов:
Сварка при высоких температурах может привести к испарению и выгоранию легирующих элементов в литом алюминии, что влияет на механические свойства и коррозионную стойкость сварного шва.
Резюме:
Для решения этих проблем при сварка литого алюминия необходимо принять ряд мер, таких как использование соответствующих сварочных процессов (например, аргонодуговая сварка вольфрамовым электродом TIG, сварка в газовой среде MIG, сварка трением с перемешиванием FSW и т.д.), тщательная очистка заготовки и проволоки перед сваркой, а также использование квалифицированных защитных газов для защиты сварного шва в процессе сварки. Кроме того, технология сварки трением с перемешиванием позволяет эффективно избежать проблем, возникающих при традиционном методе сварки плавлением, благодаря прочному соединению, что делает ее идеальным выбором для сварки алюминиевых сплавов.
5. сварка литого алюминия материалов и выбор оборудования
(1) Выбор сварочной проволоки
Выбор подходящей сварочной проволоки — это ключ к обеспечению качества сварки. Выбор проволоки должен основываться на составе основного материала и ожидаемой производительности сварки. Обычно необходимо выбирать сварочную проволоку из алюминиевого сплава с аналогичным или особым составом основного материала, чтобы обеспечить прочность сварной зоны. Например, для сварки L₂ чистого алюминия может быть выбрана сварочная проволока из L₂ чистого алюминия, чтобы обеспечить соответствие организации металла шва, а также механических свойств, таких как прочность, основному материалу.
(2) сварочное оборудование
Выбор сварочного оборудования также имеет решающее значение, необходимо оснастить его подходящим сварочным аппаратом и системой управления для обеспечения точного контроля параметров сварки. Например, сварка TIG требует использования вольфрамовых электродов и защиты аргоновым газом, в то время как сварка MIG требует использования расходуемой проволоки и защиты инертным газом. Кроме того, система управления сварочным оборудованием должна быть способна точно регулировать такие параметры, как сварочный ток, напряжение и скорость, в соответствии с различными требованиями к сварке.

6. подготовка перед сварка литого алюминия и обработка после сварки
(1) Очистка поверхности
Очистка поверхности перед сварка литого алюминия является важным шагом для обеспечения качества сварки. Оксидная пленка и загрязнения в зоне сварки должны быть тщательно удалены, чтобы обеспечить качество сварки. Обычно используются такие методы очистки, как механическая и химическая очистка. При механической очистке можно использовать наждачную бумагу, проволочную щетку и другие инструменты, а при химической — такие методы, как промывка кислотой.
(2) Конструкция сварки
Разумная конструкция сварки также является ключом к обеспечению качества сварки. Необходимо разумно спроектировать сварочные соединения, выбрать подходящую форму и размер сварочного скоса. Например, для толстостенных литых алюминиевых деталей можно выбрать V-образный или U-образный скос для обеспечения провара. Кроме того, планирование последовательности сварки также является важной частью проектирования сварки. Разумное расположение последовательности сварки может уменьшить сварочные деформации и концентрацию напряжений.
(3) Термообработка
Литые алюминиевые детали часто нуждаются в термической обработке после сварки для устранения внутренних напряжений, возникающих в процессе сварки, и улучшения механических свойств сварной зоны. Процесс термообработки требует строгого контроля температуры и времени, чтобы не нанести материалу другие повреждения. Например, отжиг может эффективно устранить внутренние напряжения, но слишком высокая температура или слишком длительное время могут привести к огрублению зерна, что снизит прочность материала.

7. оптимизация процесса сварка литого алюминия
(1) выбор параметров сварки
Выбор параметров сварки оказывает непосредственное влияние на качество сварки. Такие параметры, как сварочный ток, напряжение и скорость, должны быть отрегулированы для оптимизации сварочного эффекта. Например, для сварки TIG можно выбрать меньший сварочный ток и меньшую скорость сварки, чтобы снизить риск сварочных деформаций и трещин. А для MIG-сварки можно выбрать больший сварочный ток и более высокую скорость сварки, чтобы повысить эффективность сварки.
(2) Планирование последовательности сварки
Планирование последовательности сварки также является важной частью оптимизации процесса сварки. Разумное расположение последовательности сварки может уменьшить сварочные деформации и концентрацию напряжений. Например, для крупных литых алюминиевых деталей можно выбрать симметричную последовательность сварки, чтобы уменьшить сварочные деформации. Кроме того, сегментная сварка также является эффективным методом снижения сварочных напряжений.

8. Резюме
Трудности при сварка литого алюминия связаны с активными химическими свойствами алюминия и возникновением пористости и деформации.Технические аспекты сварка литого алюминия включают в себя выбор подходящих методов сварки, проволоки и оборудования, обработку до и после сварки, а также строгий контроль параметров и последовательности сварки.


