
Металлические формы для литья алюминия: комплексное руководство по проектированию и оптимизации
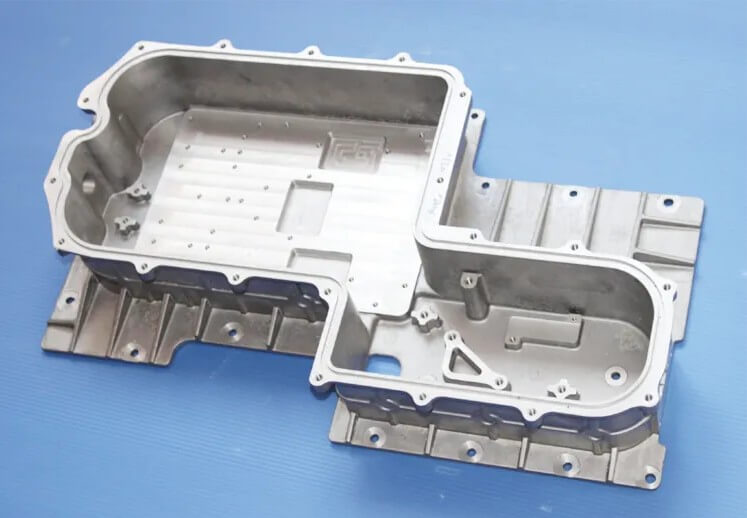
Металлические формы для литья алюминия, являясь неотъемлемой частью современного промышленного производства, привлекают большое внимание различных отраслей промышленности благодаря своим уникальным свойствам и широкому спектру применения. Алюминиевый сплав все чаще используется в производстве форм благодаря своей низкой плотности, высокой прочности, хорошей теплопроводности и коррозионной стойкости. Особенно в автомобильной, авиационной и электронной промышленности металлические формы для литья алюминия стали первым выбором в производственном процессе благодаря их способности обеспечивать точное формирование деталей и эффективный производственный цикл.
В этой статье мы подробно рассмотрим конструкцию, технологию изготовления и обработки металлические формы для литья алюминия, влияние процесса литья на металлические формы для литья алюминия, общие проблемы при их использовании и их решения, а также способы продления срока службы металлические формы для литья алюминия.
1. конструкция металлические формы для литья алюминия
Конструкция металлические формы для литья алюминия является ключевым фактором, обеспечивающим качество и производительность алюминиевых изделий. Ниже приведены некоторые моменты проектирования металлические формы для литья алюминия.
(1) конструкция формы
1) конструкция механизма выталкивания
Механизм выталкивания включает в себя шток, трубу, выталкивающий штифт, плиту и т. д., которые используются для выталкивания отливок после формовки. Конструкция должна обеспечивать равномерное распределение силы выталкивания, чтобы избежать деформации или повреждения отливки. Расположение толкателей и выталкивателей должно учитывать форму отливки и толщину стенки, а также разумно выбирать место и количество выталкивателей.
2) конструкция направляющих механизмов
Направляющие механизмы, такие как направляющая стойка, направляющая втулка и т.д., используются для обеспечения точного выравнивания между подвижной и неподвижной формой. При проектировании необходимо учитывать количество, положение и диаметр направляющей стойки, чтобы обеспечить стабильность и точность формы в процессе открытия и закрытия.
3) Конструкция механизма извлечения стержня
Для отливок со сложной структурой необходимо спроектировать механизм извлечения стержня, такой как моторизованный или ручной механизм извлечения стержня, ползун и т.д. Конструкция механизма извлечения сердечника должна обеспечивать плавное и надежное извлечение сердечника, чтобы избежать повреждения отливки в процессе извлечения сердечника.
4)Конструкция системы перелива
Система перелива включает в себя переливной и выпускной резервуары, которые используются для удаления излишков металлической жидкости и газа в процессе литья. Разумная конструкция системы перелива может эффективно предотвратить образование пористости, усадки и других дефектов в отливках.
(2) Выбор материала металлические формы для литья алюминия
Выбор материала металлические формы для литья алюминия — это сложный процесс, включающий в себя ряд факторов, в соответствии с конкретным процессом литья, требованиями к литью и эффективности производства и другими факторами для всестороннего рассмотрения. Ниже приведены некоторые ключевые стандарты выбора материала:
1) Формы для литья в песчаные формы обычно используют дерево и алюминий в качестве материалов.
2) Металлические формы для гравитационного литья могут выбирать такие материалы, как сталь A3, сталь 45#, чугун HT200, ковкий чугун 600 и 5CrMoMu.
3) Материал формы для литья под низким давлением аналогичен материалу формы для гравитационного литья металлического типа, включая HT200, ковкий чугун 600 и 5CrMoMu.
4) В качестве стержня формы для литья под давлением обычно используется сталь H13 и ковочная сталь 45#.
5) Для литейной формы из алюминиевого сплава следует выбирать сталь с высокой жаропрочностью, высокой твердостью, высокой прочностью и высокой теплопроводностью, например, сталь LG.
6) Материал пресс-формы должен обладать хорошей резкой и обработкой, термической стабильностью, полировкой и достаточной поверхностной твердостью и износостойкостью.
(3) Стандартные требования к металлические формы для литья алюминия:
1) Химический состав металлические формы для литья алюминия должен соответствовать положениям GB/T15114-1994.
2) Механические свойства формы должны соответствовать требованиям GB/T15114-1994, включая предел прочности на растяжение, предел текучести и удлинение.
3) Допуск на размер и допуск на форму пресс-формы должен соответствовать положениям GB/T6414-1999 и быть отмечен на чертеже.
4) Шероховатость поверхности формы должна соответствовать положениям GB/T15114-1994, не допускаются такие дефекты, как трещины и недоливы.
5) При проектировании формы следует учитывать установку таких технологических деталей, как литник, летучий край и переливное отверстие, а также положение верхней планки и положение линии раздела.
6) Температура формы должна контролироваться на уровне примерно 1/3 от температуры заливки жидкого алюминиевого сплава, чтобы не влиять на механические свойства отливок, точность размеров и срок службы формы.
7) Метод охлаждения формы в основном имеет воздушное охлаждение, водяное охлаждение, масляное охлаждение и т.д., должен быть основан на толщине стенки отливки и структуре формы, чтобы выбрать соответствующий метод охлаждения.

2. технология изготовления и обработки металлические формы для литья алюминия
Технология изготовления и обработки металлические формы для литья алюминия является жизненно важной частью современной обрабатывающей промышленности, в основном включает в себя обработку и обработку поверхности двух частей, следующие будут представлены в деталях.
(1) Технологический процесс
1) Рассмотрение чертежей и принятие решения о материале:
Прежде всего, проектные чертежи должны быть подробно рассмотрены, чтобы убедиться в целесообразности и точности конструкции. Затем принимается решение о материалах и стандартах, предварительно выбранных.
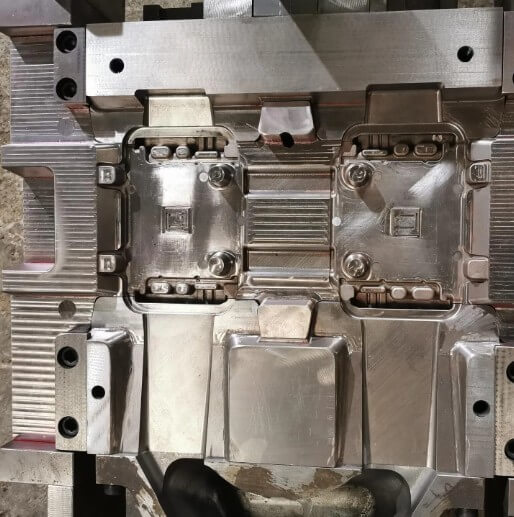
2) Обработка рамы пресс-формы:
Рама пресс-формы является основной конструкцией пресс-формы, и точность ее обработки напрямую влияет на общее качество пресс-формы. Обработка рамы пресс-формы включает в себя обработку плиты A/B, панели управления, плиты крепления выталкивающего штифта и других частей, каждая часть должна обеспечивать плоскостность и ровность, обычно в пределах 0,02 мм.
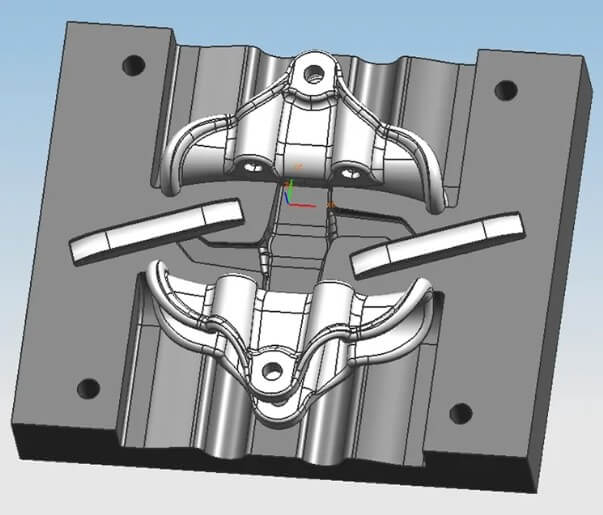
3) Обработка ядра пресс-формы:
Ядро формы — это основная часть формы, которая определяет форму и размер отливки. Обработка ядра формы включает в себя множество этапов, таких как обработка заусенцев, тонкая шлифовка, обработка на фрезерном станке, предварительная обработка на ЧПУ, закалка, тонкая полировка, глубокая обработка на ЧПУ, резка проволокой EDM и т.д. На каждом этапе необходимо строго контролировать точность и качество поверхности.
4) Обработка деталей пресс-формы:
Помимо рамы пресс-формы и гайки штампа, пресс-форма также включает в себя различные вспомогательные детали, такие как направляющий ползун, зажимной блок и т.д.. Обработка этих деталей также требует высокой точности для обеспечения общей производительности и стабильности пресс-формы.
5) Проверка и сборка:
После завершения обработки каждой детали необходимо провести комплексную проверку пресс-формы, чтобы убедиться, что каждая деталь соответствует проектным требованиям. Затем детали будут собраны, чтобы сформировать полную металлические формы для литья алюминия.
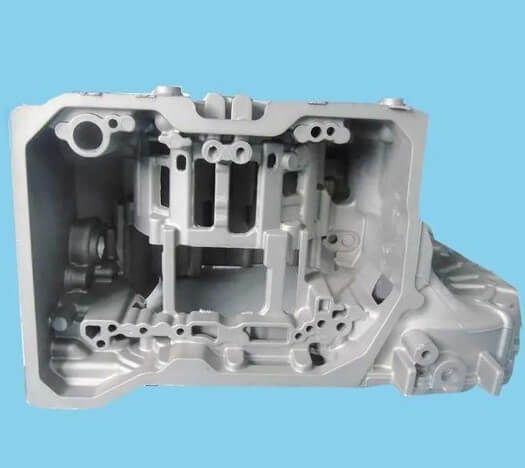
6) Пробная пресс-форма и производство:
После завершения сборки формы необходимо провести пробное литье для проверки фактического производственного эффекта формы. В соответствии с результатами пробной формы, чтобы внести необходимые коррективы, форма может быть введена в официальное производство.
(2) Обработка поверхности
1) Полировка:
Полировка является важной частью обработки поверхности формы, которая может улучшить качество поверхности и износостойкость формы. Обычно используются методы полировки: механическая полировка, химическая полировка и электрохимическая полировка.
2) Термообработка:
Цель термообработки — улучшить механические свойства материала формы и увеличить срок службы формы. Обычно используются такие методы термообработки, как закалка, отпуск, старение и так далее.
3) Покрытие поверхности:
Для дальнейшего улучшения характеристик пресс-формы на ее поверхность может быть нанесено покрытие. Обычно используются такие материалы покрытия, как карбид цемента, керамика и т.д., которые могут улучшить износостойкость, коррозионную стойкость и распалубку формы.
4) Антиокислительная обработка:
Металл алюминий легко окисляется, что влияет на срок службы формы и качество литья. Поэтому необходимо проводить антиокислительную обработку пресс-форм, и часто используемые методы включают обработку поверхности окислением, нанесение покрытия и т.д.
Резюме:
Производство и обработка металлические формы для литья алюминия — сложный и тонкий процесс, который требует строгого контроля качества каждого звена. Благодаря передовым технологиям обработки и эффективной обработке поверхности можно повысить производительность и срок службы металлические формы для литья алюминия, чтобы обеспечить высокое качество литейной продукции для обрабатывающей промышленности.
3. процесс литья и его влияние на металлические формы для литья алюминия
(1) Выбор метода литья
При производстве металлические формы для литья алюминия выбор подходящих методов литья имеет важное значение для обеспечения качества и эксплуатационных характеристик формы. Обычно используются такие методы литья, как литье в песчаные формы и литье под давлением.
1) Сравнение литья в песчаные формы и литья под давлением
Литье в песчаные формы подходит для производства форм большой или сложной формы, имеет преимущества низкой стоимости, адаптивности, но производственный цикл длиннее, точность поверхности и точность размеров относительно низкая.
Литье под давлением, с другой стороны, с его эффективной скоростью производства и высокой точностью размеров и широко используется в массовом производстве, особенно подходит для небольших, точных алюминиевых деталей. Однако инвестиции в оборудование для литья под давлением выше, стоимость изготовления и обслуживания формы также относительно высока.
2) соответствующие преимущества и недостатки и применимые сцены
Преимуществом литья в песчаные формы является его гибкость и низкая стоимость, подходит для производства одной детали или небольшой партии, а также большой или сложной структуры отливок.
Преимуществами литья под давлением является высокая эффективность производства, литье высокой точности размеров, хорошая отделка поверхности, подходит для массового производства небольших точных отливок.
(2) Ключевые технологии процесса литья
1) контроль предварительного нагрева и охлаждения формы
Предварительный нагрев и охлаждение металлические формы для литья алюминия является очень важной технологией в процессе литья. Соответствующий предварительный нагрев может уменьшить разницу температур между формой и алюминиевой жидкостью, снизить тепловой стресс, тем самым улучшая качество отливок и срок службы формы. Контроль охлаждения влияет на скорость затвердевания и микроструктуру отливки, разумная конструкция системы охлаждения может эффективно контролировать процесс охлаждения отливки, чтобы избежать таких дефектов, как усадка и трещины.
2) Контроль качества алюминиевой жидкости
Качество алюминиевой жидкости напрямую влияет на качество отливок. Перед литьем алюминиевая жидкость должна быть очищена от примесей и газов, чтобы обеспечить чистоту алюминиевой жидкости. Кроме того, контроль температуры и скорости потока в процессе литья также является ключевым фактором для обеспечения качества алюминиевой жидкости.
4. общие проблемы металлические формы для литья алюминия в процессе использования и их решения
(1) Разбрызгивание жидкого металла
1) Причина:
Между подвижной и неподвижной формой, форма не закрыта, есть зазор, что приводит к утечке металлической жидкости; сила зажима недостаточна; пролет опорной плиты большой, и сила впрыска сжатия большая, что приводит к деформации установленной плиты.
2) Решение:
Переустановить пресс-форму, чтобы не было зазора между подвижной и неподвижной пресс-формой; увеличить усилие смыкания; увеличить опорную плиту, чтобы повысить жесткость пресс-формы.
(2) Холодная сегрегация
1) Причина:
Состав сплава нечистый или содержит примеси, текучесть металлической жидкости не сильная; плохая вытяжка, низкая скорость заполнения; низкая температура формы, низкая температура заливки металлической жидкости.
2) Решение:
Изменить состав сплава для удаления примесей; улучшить условия вытяжки, повысить скорость заполнения; контролировать температуру формы и температуру заливки для обеспечения хорошей текучести жидкого металла.
(3) Поломка пресс-формы
1) Причина:
Материал, обработка и другие факторы, вызванные преждевременным отказом формы и лома, литейная форма в виде термических трещин, износа, острых углов и угловых трещин, эрозии, заклинивания скольжения и т.д..
2) Решение:
Предварительный нагрев формы перед производством для предотвращения растрескивания; создание определенной системы охлаждения для предотвращения периодического теплового расширения и сжатия; регулярное обслуживание и осмотр формы, а также своевременная замена сильно изношенных деталей.
(4) Пористость
1) Причина:
Слишком высокое содержание газа в металлической жидкости или плохая вытяжка.
2) Решение:
Оптимизировать процесс литья, улучшить эффект вытяжки из формы, снизить температуру металлической жидкости и т. д.

(5) Усадочное отверстие
1) Причина:
Дефекты, образующиеся в результате сжатия металлической жидкости в процессе охлаждения.
2) Решение:
Оптимизировать процесс литья, контролировать температуру металлической жидкости и скорость охлаждения, увеличить стояк и другие меры.
Резюме:
Благодаря вышеуказанным мерам мы можем эффективно решить общие проблемы металлические формы для литья алюминия в процессе использования, а также повысить срок службы формы и качество отливок.
5. Каковы общие методы продления срока службы металлические формы для литья алюминия?
Продление срока службы металлические формы для литья алюминия может быть осуществлено различными способами, ниже приведены некоторые общие меры:
(1) Проектирование и изготовление формы:
1) оптимизация конструкции формы, уменьшение острых углов и углов, разумное использование материалов, стандартизированная обработка и процесс термообработки.
2) Выбор высококачественной формовочной стали, оснащение прецизионным оборудованием для производства форм, а также наличие опытной команды по производству форм.
(2) Технология обработки поверхности:
1) Науглероживание, азотирование, совместная инфильтрация N-C (мягкое азотирование), алюминирование поверхности и хромирование формы и другие процессы химико-термической обработки могут улучшить твердость, износостойкость и усталостную прочность поверхности формы.
2) Технология парофазного осаждения (например, CVD и PVD) позволяет формировать на поверхности формы покрытия со специальными свойствами металла или компаунды для повышения износостойкости и антифрикционных свойств формы.
(3) Использование и обслуживание пресс-формы:
1) Снизить температуру заливки алюминиевой жидкости, чтобы уменьшить эрозию и термическую усталость формы.
2) Усилить обслуживание металлические формы для литья алюминия, регулярное обслуживание, регулярный отпуск полости формы снятия напряжения лечения для устранения внутреннего напряжения.
3) Глубокое охлаждение формы для повышения износостойкости и стабильности размеров.
4) Используйте разумный процесс закалки и отпуска, например, закалку при пониженной температуре, высокотемпературную закалку и отпуск в хрупкой зоне первого типа отпуска, чтобы улучшить производительность и срок службы формы.
6.Резюме
Комплексное применение вышеуказанных мер позволяет эффективно продлить срок службы металлические формы для литья алюминия, а также повысить эффективность производства и экономическую выгоду.


