
Параметры процесса литья под давлением: важность проектирования, метод, влияние
Проектирование параметры процесса литья под давлением призвано обеспечить соответствие характеристик отливки требованиям важного звена. Разумные параметры процесса могут не только улучшить механические свойства отливок, но и эффективно предотвратить появление различных дефектов.
Цель данной статьи — обсудить важность параметры процесса литья под давлением, прежде всего, проанализировать влияние параметров процесса на качество отливок и производственные затраты, чтобы обеспечить определенную теоретическую базу для последнего. Затем вводятся ключевые параметры процесса литья под давлением и метод оптимизации параметров. Наконец, для различных отраслей литейного производства конкретные технологические параметры требуют различных программ для работы с ними, а в конце статьи по всему тексту приводится резюме.
1. Обзор параметры процесса литья под давлением
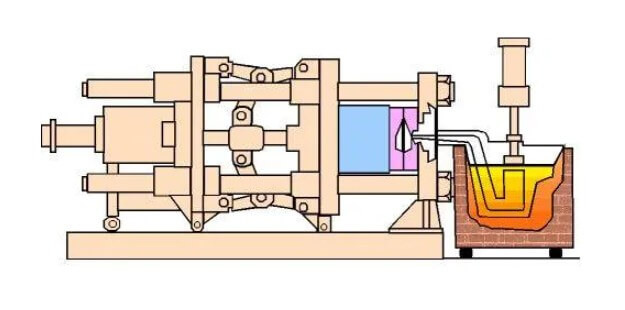
(1) определение и область применения
Параметры процесса литья под давлением в основном включают температуру заливки, температуру формы, скорость и давление заливки, время выдержки и время охлаждения. Эти параметры в процессе литья под давлением играют решающую роль, напрямую влияют на качество отливок и эффективность производства.
(2) Важность проработки
Разумная настройка параметры процесса литья под давлением может не только повысить точность размеров и качество поверхности отливок, но и эффективно избежать таких дефектов, как пористость, трещины и т.д. В то же время, оптимизация параметров процесса может снизить производственные затраты, повысить эффективность производства, чтобы занять преимущество на конкурентном рынке.
2.Влияние параметры процесса литья под давлением на качество отливок
(1) конкретный пример
Например, если температура заливки слишком низкая, текучесть металлической жидкости станет плохой, что приведет к недостаточному заполнению, может привести к холодной сегрегации или дефектам поверхности. Напротив, если температура заливки слишком высока, это может привести к окислению металлической жидкости, увеличению пористости, а в серьезных случаях может привести к термическому растрескиванию формы.
(2) Причины дефектов качества
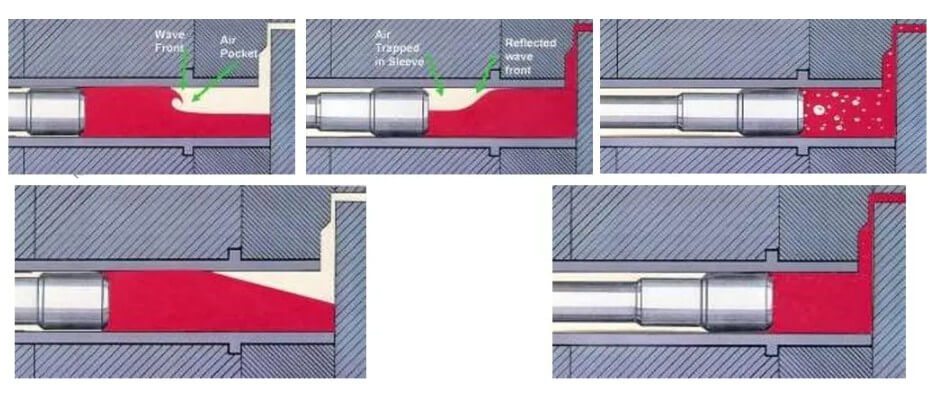
Необоснованная скорость заполнения и настройки давления также влияют на качество отливок. Слишком быстрая скорость заполнения может привести к образованию газа в валике, образованию пористости; слишком медленная скорость может привести к тому, что контур отливки не будет четким, отделка поверхности будет недостаточной. Регулировка давления также очень важна, недостаточное давление может сделать плотность отливки недостаточной, снижение прочности; слишком высокое давление может повредить форму, сократить срок службы формы.

3. параметры процесса литья под давлением на влияние себестоимости продукции
(1) Анализ состава затрат
В производстве литья под давлением себестоимость в основном включает в себя стоимость материалов, амортизацию оборудования, стоимость рабочей силы, потребление энергии. Оптимизация параметры процесса литья под давлением может значительно снизить эти затраты. Например, разумная температура заливки и температура формы может продлить срок службы формы, снизить затраты на амортизацию оборудования.
(2) Анализ экономической выгоды
Оптимизация скорости и давления заливки может сократить производственный цикл и повысить эффективность производства, тем самым снизив затраты на рабочую силу и потребление энергии. Кроме того, сокращение количества брака и переделок позволяет дополнительно сэкономить материалы и производственные затраты, а также повысить экономическую выгоду предприятия.
4. Ключевые параметры процесса литья под давлением в деталях
(1) температура заливки
1) влияние температуры жидкого металла на текучесть и эффект заполнения
Температура заливки является одним из важнейших параметры процесса литья под давлением. Соответствующая температура жидкого металла может обеспечить его хорошую текучесть, помочь полностью заполнить сложную форму до мельчайших деталей. Слишком высокая температура может привести к окислению жидкого металла, увеличивая риск образования пористости, и в то же время может вызвать термическое повреждение формы; слишком низкая температура может привести к недоливу, поверхностной холодной сегрегации и другим дефектам.
2) Проблема неправильной установки температуры
В реальном производстве, в соответствии с конкретными характеристиками сплава и структурой отливки, необходимо точно контролировать температуру заливки. Например, температура заливки алюминиевого сплава обычно регулируется между 620°C и 680°C для обеспечения хорошей текучести и эффекта заполнения.
(2) Температура формы
1) Влияние предварительного нагрева формы и разумной настройки рабочей температуры на эффективность производства
Не менее важен контроль температуры формы, которая влияет на скорость застывания металлической жидкости и качество отливок. Предварительный нагрев формы может предотвратить появление дефектов, таких как холодная сегрегация и трещины, из-за быстрого охлаждения жидкого металла на ранней стадии заполнения. Разумная рабочая температура формы может повысить эффективность производства и качество отливок.
2) Взаимосвязь между температурой формы и температурой жидкого металла и ее влияние на качество литья
Слишком высокая температура формы может привести к затруднению выпуска отливки и увеличить риск прилипания формы; слишком низкая температура формы может привести к слишком быстрому застыванию жидкого металла, что приведет к недоливу. Поэтому температура формы обычно должна контролироваться в определенном диапазоне, например, для литья алюминиевых сплавов температура формы обычно устанавливается на уровне 180-220°C.

(3) Скорость заполнения и давление
1) Скорость заполнения влияет на качество поверхности отливки и внутреннюю структуру
Скорость заполнения определяет скорость поступления жидкого металла в полость формы, влияя на качество поверхности отливки и внутреннюю структуру. Низкоскоростное заполнение подходит для простых или толстостенных отливок, что позволяет уменьшить образование пористости и включений; высокоскоростное заполнение подходит для тонкостенных или структурно сложных отливок, чтобы обеспечить полное заполнение и хорошую отделку поверхности.
2) Регулировка давления на литье плотности и механических свойств улучшения
Давление заполнения — это ключ к тому, чтобы жидкий металл заполнял форму с высокой скоростью. Соответствующее давление заполнения может увеличить плотность отливок и улучшить их механические свойства. Слишком высокое давление может привести к повреждению формы и разбрызгиванию жидкого металла, а слишком низкое давление может привести к недоливу и недостаточной плотности отливки.
(4) Время выдержки и время охлаждения
1) Влияние времени выдержки на плотность и внутреннее качество отливок
Время выдержки — это время, в течение которого необходимо продолжать оказывать давление на отливку после завершения заполнения, чтобы помочь жидкому металлу затвердеть и лучше сформироваться в форме. Правильное время выдержки под давлением позволяет обеспечить плотность и внутреннее качество отливок и избежать таких дефектов, как усадка и разрыхление.
2) Влияние времени охлаждения на производительность и срок службы формы
Время охлаждения — это время от завершения заполнения до открытия формы для извлечения отливки. Разумное время охлаждения может обеспечить полное затвердевание отливки и избежать деформации или трещин, вызванных недостаточным охлаждением. Слишком длительное время охлаждения снижает эффективность производства, слишком короткое может повлиять на качество отливок и срок службы формы.
5. метод оптимизации параметры процесса литья под давлением
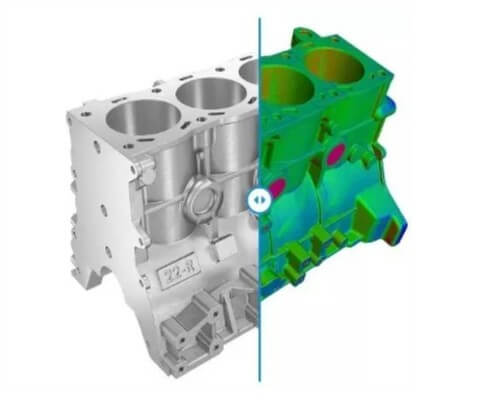
(1) сочетание экспериментального метода и метода моделирования
При оптимизации параметры процесса литья под давлением под давлением в реальном производстве обычно используется сочетание экспериментального метода и метода моделирования. Экспериментальный метод через реальные производственные испытания, настроить параметры и проанализировать результаты; метод моделирования через компьютерное моделирование, прогнозирование различных параметров настройки под качество литья и эффективность производства, сочетание этих двух методов может быть более эффективной оптимизации параметров процесса.
(2) Использование исторических данных
Использование исторических данных также является важным методом оптимизации параметры процесса литья под давлением. Анализируя прошлые данные литья под давлением, можно найти закон установки параметров и проблемы, для нового проекта оптимизации параметров процесса, чтобы обеспечить ссылку.
(3) Литейная машина, литейная форма и координация параметров процесса
Координация между машиной для литья под давлением, формой для литья под давлением и параметрами процесса является еще одним ключом к достижению эффективного производства. Необходимо убедиться, что производительность машины для литья под давлением и дизайн формы совпадают, в то же время, параметры процесса также должны быть установлены с обоими, чтобы достичь наилучшей эффективности производства и качества литья.
(4) Влияние конструкции формы на выбор параметры процесса литья под давлением
Конструкция формы на параметры процесса литья под давлением оказывают непосредственное влияние на выбор. Например, конструкция системы охлаждения формы влияет на время охлаждения и контроль температуры формы; конструкция затвора и бегунка влияет на скорость и давление заливки жидкого металла. Поэтому при оптимизации параметров процесса необходимо учитывать особенности конструкции пресс-формы.
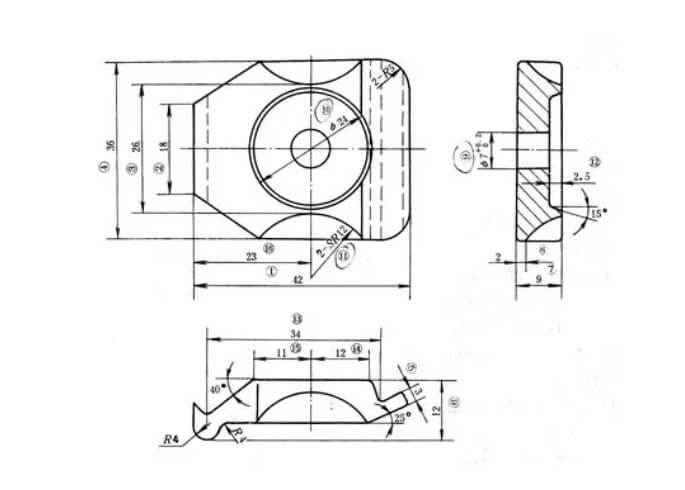
Чертеж конструкции пресс-формы
6. конкретные требования к параметрам процесса производства литья под давлением в различных отраслях промышленности и эффект от их реализации
Процесс литья под давлением как современная отрасль обрабатывающей промышленности широко используется в своеобразной технологии обработки металлов давлением, его технологические параметры разумного выбора и контроля для обеспечения качества литых деталей и эффективности производства имеют большое значение. Различные отрасли промышленности в связи с использованием продукта и требования к производительности различия, производство литья под давлением параметры процесса имеют конкретные потребности. Ниже приведены несколько типичных отраслей промышленности.
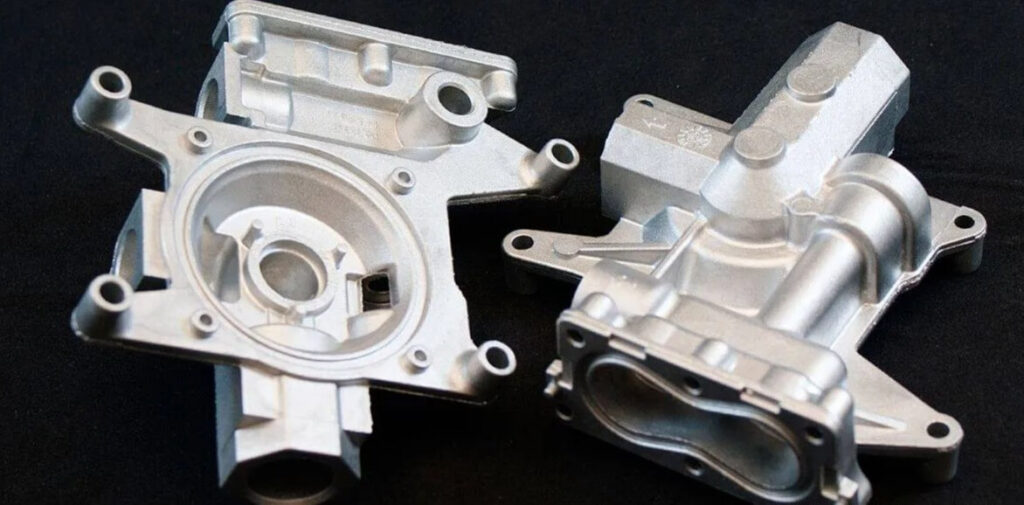
(1) автомобильная промышленность
Автомобильная промышленность на литье под давлением спрос, и требование литья под давлением имеет высокую прочность, легкий вес и хорошую стабильность размеров. Ключевые параметры процесса литья под давлением под давлением включают в себя высокое давление скорость впрыска (для обеспечения того, чтобы жидкий металл быстро заполнить полость, уменьшить пористость и усадку), температура формы (обычно контролируется на 200 ℃ ± 30 ℃, для того, чтобы уменьшить тепловые трещины и улучшить качество поверхности) и время охлаждения (для обеспечения того, чтобы размеры литья стабильны, чтобы избежать деформации). Благодаря точному контролю этих параметров, автомобильное литье под давлением может удовлетворить спрос на высокопрочные структурные детали, такие как блок двигателя, оболочка коробки передач.
(2) Аэрокосмическая промышленность
Аэрокосмическая промышленность предъявляет чрезвычайно жесткие требования к характеристикам литья под давлением, оно должно обладать высокой прочностью и отличной коррозионной стойкостью. При выборе параметры процесса литья под давлением основное внимание уделяется характеристикам сплавов (например, выбор высокотемпературных сплавов и алюминиевых сплавов), давлению впрыска (обычно более высокому для обеспечения полного заполнения сложных конструкций) и температурному контролю (точный контроль температуры металлической жидкости и штампа, уменьшение внутренних дефектов). Результатом реализации является получение отливок под давлением с чрезвычайно высокой надежностью и длительным сроком службы, пригодных для изготовления конструктивных деталей самолетов и компонентов двигателей.

(3) Электронная промышленность
Литье под давлением в электронной промышленности обычно требует высокой точности, тонких стенок и хорошей обработки поверхности. Важными параметры процесса литья под давлением являются низкая скорость впрыска (для уменьшения дефектов поверхности), температура формы (контролируемая в низком диапазоне для повышения точности размеров) и температура заливки (умеренная, чтобы избежать окисления поверхности и прилипания формы). Контроль этих параметров позволяет литью под давлением удовлетворять потребности в точных электронных изделиях, таких как корпуса мобильных телефонов и планшетных компьютеров.
(4) Промышленность бытовой техники
Промышленность бытовой техники ориентирована на литье под давлением для повышения эффективности массового производства и контроля затрат. Ключевые параметры процесса литья под давлением включают высокую скорость впрыска (для улучшения ритма производства), срок службы штампа (для уменьшения износа штампа путем оптимизации температуры штампа и использования покрытия) и степень автоматизации (для достижения быстрой смены штампа и непрерывного производства). Соответствующая настройка этих параметров позволяет эффективно и недорого производить литье под давлением с сохранением качества.
7.Резюме
Подводя итог, можно сказать, что проектирование параметры процесса литья под давлением оказывает важное влияние на качество отливок, эффективность производства и другие факторы. Только разумное проектирование и строгий контроль этих параметров позволяют получить высококачественную литую продукцию, отвечающую потребностям развития современной обрабатывающей промышленности.


