

Процесс литья под наклоном: принцип, метод, применение и преимущества
Процесс литья под наклоном — это специальный метод литья металла, при котором контролируется угол наклона и скорость движения литейной формы, чтобы добиться плавного заполнения жидким металлом и получить высококачественные отливки. В этой статье мы подробно рассмотрим принцип, метод, меры предосторожности, применение и преимущества процесс литья под наклоном.
1. Принцип процесс литья под наклоном
Основной принцип процесс литья под наклоном заключается в том, что в процессе литья отливку помещают под определенным углом наклона, контролируют скорость заполнения жидким металлом и скорость наклона отливки, чтобы жидкий металл плавно заполнялся под действием гравитационного литья. Этот процесс может эффективно уменьшить пористость, шлак и другие дефекты, а также улучшить плотность и механические свойства отливок.
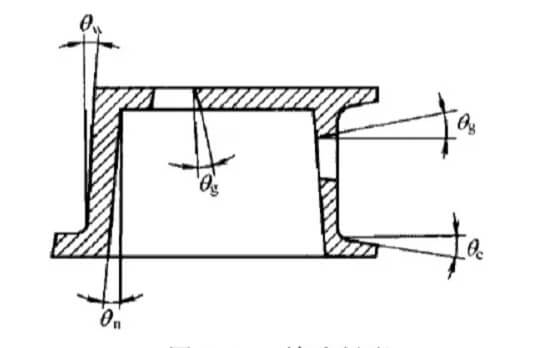
(1) Угол наклона литейной формы:
Угол наклона литейной формы является важным фактором, влияющим на эффект заполнения жидким металлом. Соответствующий угол наклона может гарантировать, что жидкий металл в процессе заполнения поддерживать гладкую, избежать вихревых токов и брызг.
(2) Скорость заполнения:
Контроль скорости заполнения является ключом к процесс литья под наклоном. Разумная скорость заполнения может гарантировать, что жидкий металл в процессе заполнения не производит вал газа явление, уменьшить образование пористости.
(3) Режим движения отливки:
В процессе наклонного литья литейная форма обычно совершает возвратно-поступательное или вращательное движение, чтобы способствовать потоку металлической жидкости и выхлопа, а также улучшить качество отливок.
2. Как правильно заливать жидкий металл в наклонную литейную форму
Заливка металла в наклонную форму — это процесс, который требует точного контроля и внимания к нескольким техническим деталям. Вот некоторые ключевые шаги и соображения:
(1) Конструкция системы заливки:
Хорошо продуманная система заливки обеспечивает плавное заполнение полости формы жидким металлом. Как правило, затвор должен располагаться в нижней части формы, а отверстие для выхода воздуха — в самой верхней части, чтобы облегчить поток жидкого металла и выход газа.
(2) Контроль скорости заливки:
Скорость заливки должна быть отрегулирована в соответствии с характерной толщиной стенки отливки. Для отливок с разной толщиной стенки время заливки будет разным. Например, для отливок с толщиной стенки 10 мм время заливки может составлять 17 секунд, а для отливок с толщиной стенки 20 мм время заливки может быть увеличено до 19 секунд.
(3) Температура заливки:
Температура заливки имеет важное влияние на качество отливок. Металлическое литье, температура заливки, как правило, выше, чем литье песка 20-35 ℃, для того, чтобы жидкий металл мог заполнить полость. Но температура заливки не должна быть слишком высокой, чтобы не повлиять на организацию литья и механические свойства, при этом сокращая срок службы металла.
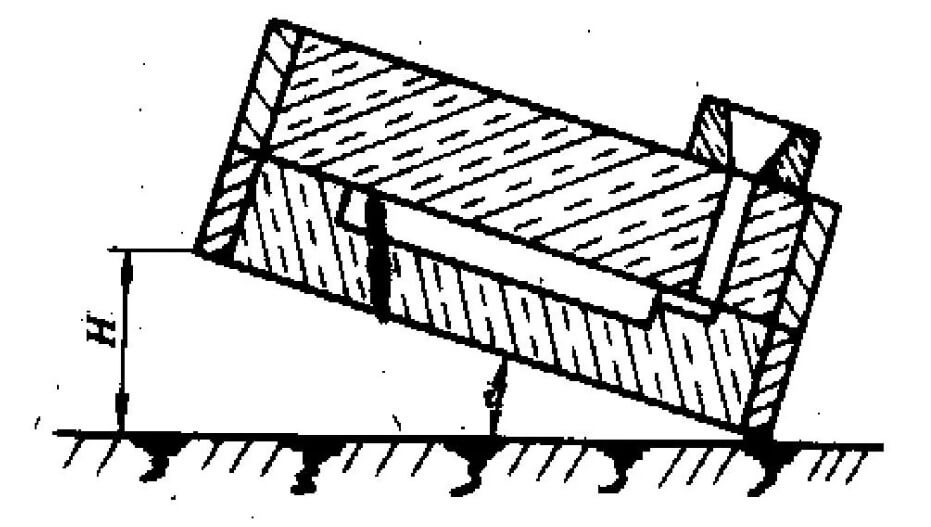
(4) Угол наклона:
При наклоне отливки следует определить соответствующий угол наклона в соответствии с конструктивными особенностями отливки. Для отливок с большой плоской поверхностью может потребоваться наклонить отливку более чем на 15°, чтобы обеспечить устойчивый подъем металлической жидкости в полости и избежать разрушения пластиковой пленки на отливке.
(5) Метод заливки:
В зависимости от характеристик отливки можно выбрать горизонтальную, наклонную или вертикальную заливку. Для отливок, которые необходимо заливать под наклоном, следует убедиться, что прямой затвор расположен в нижнем конце, чтобы металлическая жидкость могла плавно подниматься и заполнять полость.
3.Применение процесс литья под наклоном
Поскольку процесс литья под наклоном обладает уникальными преимуществами, он широко используется во многих областях.
(1) Автомобильная промышленность:
процесс литья под наклоном обычно используется в производстве автомобильных блоков двигателей, головок цилиндров и других сложных отливок. Эти отливки требуют высокой прочности и плотности, и процесс литья под наклоном может удовлетворить эти требования.
(2) Аэрокосмическая промышленность:
В аэрокосмической отрасли процесс литья под наклоном используется для производства высокопроизводительных отливок из алюминиевых сплавов. Эти отливки обычно должны иметь отличные механические свойства и коррозионную стойкость , процесс литья под наклоном может обеспечить выполнение этих требований.
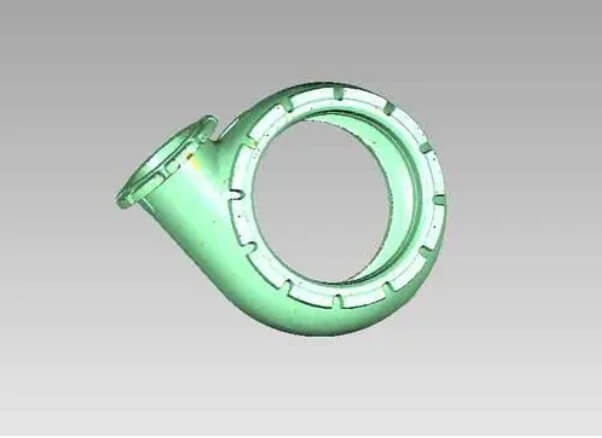
(3) Механическое производство:
Процесс литья под наклоном также широко используется в машиностроении для производства различных отливок сложной формы. Например, корпус насоса, корпус клапана и другие отливки могут быть отлиты с наклоном, чтобы получить более высокую точность и производительность.
4. Преимуществапроцесс литья под наклоном
По сравнению с традиционным процессом литья, процесс литья под наклоном имеет следующие преимущества:

(1) Уменьшение дефектов:
Процесс литья под наклономможет эффективно уменьшить пористость, шлак и другие дефекты, улучшить плотность и механические свойства отливок. В процессе наклонного литья металлическая жидкость заполняется плавно под действием силы тяжести, что уменьшает возможность попадания прокатного газа и шлака.
(2) Повышение точности:
Можно улучшить точность размеров и качество поверхности отливок. В процессе наклонного литья скорость заполнения жидким металлом и движение формы точно контролируются, что уменьшает деформацию отливки и дефекты поверхности, а также повышает точность.
(3) Снижение энергопотребления:
Наклонное литье позволяет снизить потребление энергии в процессе литья. Это связано с тем, что в процессе наклонного литья оптимизируется скорость заполнения жидким металлом и движение литейной формы, что снижает потребление энергии.
(4) Сокращение цикла:
Можно сократить цикл литья и повысить производительность. В процессе литья под наклоном оптимизируется скорость заполнения жидкими металлами и движение литейной формы, что сокращает время литья и время последующей обработки.
5.Заключение
Процесс литья под наклоном — это эффективный, высококачественный метод литья металлов с широкими возможностями применения. Благодаря постоянной оптимизации параметров процесса и методов управления процесс литья под наклоном будет играть все более важную роль в будущем производстве отливок.


