

Gearbox housing casting: process and technology
Gearbox housing casting, as a vital part of automobile manufacturing, has undergone an evolution from traditional process to modern technology. This article is a comprehensive guide to gearbox housing casting process and technology. Here you can find the knowledge you want to know about the gearbox housing overview, common process methods for gearbox housing casting, key technical design and its importance in actual automobile production.
1.Gearbox housing overview
(1) Function and importance of gearbox housing
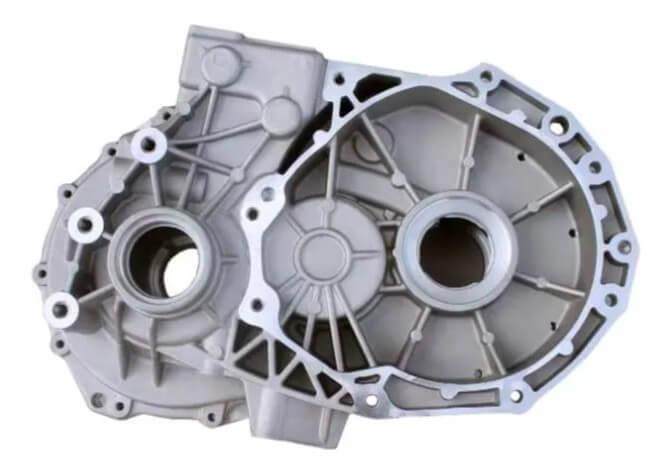
The gearbox housing is an important part of the automobile transmission system, mainly responsible for carrying and protecting key transmission components such as gears and shafts inside. It not only needs to withstand the torque and vibration from the engine, but also ensure the precise alignment of internal components to maintain efficient transmission ratios and stable operating performance. Therefore, the design and manufacturing quality of the gearbox housing directly affect the reliability and durability of the entire transmission system.
(2) Material selection for gearbox housing casting
When selecting the material for gearbox housing casting, the main considerations are strength, weight and cost. Commonly used materials include cast iron and aluminum alloy. Cast iron is often used in the manufacture of traditional gearboxes due to its good wear resistance and cost-effectiveness. Aluminum alloys are widely used in modern automobiles, especially high-performance and lightweight models, due to their light weight and excellent thermal conductivity. The use of aluminum alloys can effectively reduce the weight of the gearbox, thereby reducing fuel consumption and improving vehicle performance.
2.Common process methods for gearbox housing casting
As one of the main processes for gearbox housing production, casting has a variety of methods, each with its own unique advantages and disadvantages. The following are several common gearbox housing casting process methods.
(1) Sand casting
Sand casting is one of the most traditional casting processes.
Advantages:
1) Strong adaptability: It can produce castings of various shapes and sizes, especially large and complex shapes.
2) Low cost: Sand mold materials are widely available and inexpensive.
3) Simple process: It does not require complex equipment and technology and is easy to operate.
Disadvantages:
1) Low precision: Due to the poor air permeability and yield of the sand mold, defects such as pores and sand holes are easily generated.
2) High surface roughness: The surface of the casting needs to be processed more to achieve the required precision and surface quality.
3) Low production efficiency: not suitable for mass production.
(2) Metal mold casting
Metal mold casting is a method of casting using a mold made of metal.
Advantages:
1) High precision: The dimensional accuracy and surface quality of the metal mold are high, and high-precision castings can be obtained.
2) Low surface roughness: The surface of the casting is smooth and does not require excessive processing.
3) High production efficiency: The metal mold can be reused, which is suitable for mass production.
Disadvantages:
1) High cost: The metal mold manufacturing cycle is long and the cost is high.
2) Poor adaptability: Not suitable for the production of large and complex shaped castings.
3) Easy to crack: The metal mold has good thermal conductivity and a fast cooling rate, which makes it easy to crack
(3) Pressure casting
Pressure casting is a process in which molten metal is pressed into a mold under high pressure and solidified.
Advantages:
1) High precision: Castings with high dimensional accuracy and low surface roughness can be obtained.
2) High production efficiency: Suitable for mass production.
3) High strength: The structure of the casting is dense and the strength is high.
Disadvantages:
1) Large equipment investment: The pressure casting machine is expensive.
2) Easy to produce pores: Due to high pressure and high speed filling, pores are easy to produce.
3) Not suitable for the production of large castings: The working pressure of the pressure casting machine is limited, and it is not suitable for the production of large castings.
(4) Low pressure casting
Low pressure casting is a process in which molten metal is pressed into the mold and solidified under low pressure.
Advantages:
1) High precision: Castings with high dimensional accuracy can be obtained.
2) Fewer pores: Due to the slow filling speed, the generation of pores is reduced.
3) High metal utilization: The pouring system is simple and the metal utilization is high.
Disadvantages:
1) Low production efficiency: Not suitable for mass production.
2) Large equipment investment: The low pressure casting machine is expensive.
3) Not suitable for the production of castings with complex shapes: Due to the slow filling speed, shrinkage cavities and shrinkage defects are easy to occur.
(5) Investment casting
Investment casting is a process in which a pattern is made of fusible material, and then a refractory material is coated on the pattern. After drying and roasting, the pattern is melted to form a mold for pouring.
Advantages:
1) High precision: castings with high dimensional accuracy and low surface roughness can be obtained.
2) Strong adaptability: castings of various shapes and sizes can be produced, especially castings of complex shapes.
Disadvantages:
1) High cost: The investment casting process is complex and requires a large amount of fusible material and refractory material.
2) Low production efficiency: not suitable for mass production.
3) Complex process: multiple coating, drying, roasting and other processes are required, and the process is complex.
Summary:
When selecting the process method for gearbox housing casting, it is necessary to comprehensively consider factors such as the shape, size, precision requirements, production batch, and cost of the casting to select the most suitable casting process method.
3.Key technical design of gearbox housing casting
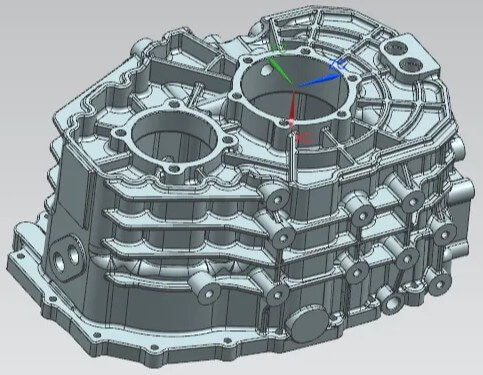
(1) Casting process design
1) Molding and core making
Molding and core making are key steps in the casting process. Common molding methods include wet sand molding and resin sand core making. Wet sand molding machines such as the Z2140 top box vibration molding machine can provide high-precision sand molds, while the Z878 flip table vibration core making machine is suitable for producing cores with complex shapes. In order to enhance the exhaust performance of the core, ventilation grooves are usually opened on the core dividing surface of the core, and ventilation holes are pierced at the core head.
2) Casting system design
The design of the casting system is crucial to the quality of the casting. The closed casting system can effectively prevent the oxidation and splashing of the molten metal and ensure the density of the internal structure of the casting. The casting time is generally calculated based on the weight and structural characteristics of the casting to ensure that the molten metal fills the mold cavity smoothly.
3) Riser and vent setting
The riser is set at the highest point of the casting, which not only plays the role of exhaust and overflow, but also can compensate for the shrinkage of the casting. The setting of vent holes helps to remove the gas in the cavity and prevent the occurrence of pore defects. The diameter of the vent hole is generally φ6mm, and it is set at the highest point and parting surface of the casting.
(2) Process parameter control
1) Shrinkage control
The shrinkage of gray iron castings is generally between 0.7% and 1%, which is affected by many factors such as chemical composition, pouring temperature, and casting structure. In order to ensure the dimensional accuracy of the casting, it is necessary to reserve appropriate processing allowances when designing the mold and adopt a reasonable draft angle.
2) Processing allowance and positioning accuracy
The processing allowance of the casting should be reasonably set according to the machining requirements and casting size. Generally, the top surface allowance is 4mm, and the bottom and side surface allowances are 3mm. In order to ensure the positioning accuracy of the casting, the bottom large disc is usually used as the main positioning surface, and the two points on the upper side are used as auxiliary positioning.

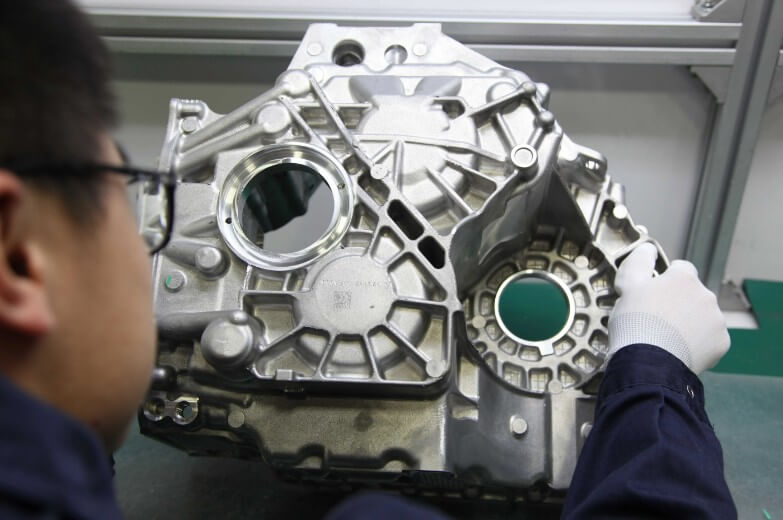
(3) Quality control and defect prevention
1) Misalignment and deformation control
Misalignment and deformation are common casting defects of gearbox housings. To prevent misalignment, the process correction amount can be increased on the back of the square flange, and the corresponding correction amount can be increased at the tower. To prevent deformation, grinding allowance can be reserved during core design, and fine-tuning can be performed using a core grinding tool.
2) Crack prevention
Cracks are one of the common defects in gearbox housing casting, especially at the square flange window. To prevent cracks, avoid hammering the middle of the square flange when cleaning the casting, and control the cooling rate during the casting process to reduce thermal stress.
4.The importance of gearbox housing casting process in actual automobile production
(1) Ensure the accuracy and stability of the gearbox:
The gearbox housing needs to have high accuracy and stability to ensure the normal operation of the gears and other components inside the gearbox. The casting process can ensure that the dimensional accuracy and form and position tolerances of the housing meet the design requirements through precise mold design and control. In addition, the gearbox housing casting process can also enhance the strength and durability of the housing material to cope with various complex working conditions.
(2) Improve material utilization and reduce costs:
The gearbox housing casting process can utilize the fluidity of molten metal to mold the material into the required housing shape in one go, reducing material waste. In addition, the gearbox housing casting process can also achieve large-scale production, improve production efficiency, and reduce the cost of unit products. For automobile manufacturers, this means that they can reduce production costs and improve market competitiveness while ensuring product quality.
(3) Meet lightweight and performance requirements:
With the development of the automobile industry, lightweighting has become one of the important trends in automobile design. The gearbox housing casting process can achieve lightweight housing by selecting lightweight alloy materials, such as aluminum alloy and magnesium alloy. At the same time, the gearbox housing casting process can also improve the strength and rigidity of the housing by optimizing the housing structure and heat treatment process, meeting the performance requirements of the gearbox under various working conditions.
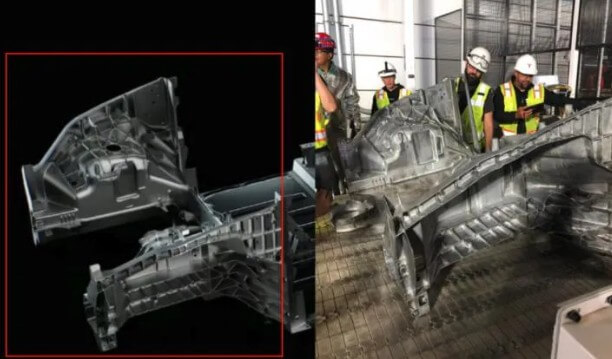
(4) Adapt to complex structures and functional integration:
The gearbox housing usually has a complex internal structure and multiple functional integrations, such as oil channels, water channels, sensor installation positions, etc. The gearbox housing casting process can achieve integrated molding of these complex structures, reduce the number of parts and assembly processes, and simplify the production process. In addition, the gearbox housing casting process can also achieve local strengthening and cooling of the housing by embedding cooling pipes in the mold, thereby improving the working efficiency and reliability of the gearbox.

5.Conclusion
In short, the gearbox housing casting needs to consider a variety of factors in the selection of process methods and the design of key technologies. Because of its complexity, the gearbox housing casting process plays an important role in actual automobile production. In the future, by continuously optimizing and innovating the casting process, the performance and reliability of the gearbox will be significantly improved, the production cost will be reduced, and the development of the automobile industry will be promoted.


